
河南興迪鍛壓設(shè)備制造有限公司
佛山市南海興迪機(jī)械制造有限公司
編寫:李經(jīng)明 總經(jīng)理
2018年06月20日
1.汽車行業(yè)對(duì)輕量化的需求
1.1 汽車制造業(yè)總體現(xiàn)狀和趨勢(shì)
2016年,中國(guó)汽車產(chǎn)量為2811.9萬輛,年增長(zhǎng)率為14.5%,銷售汽車2802.8萬輛,同比增長(zhǎng)13.7%,產(chǎn)銷總量再創(chuàng)歷史新高。
近8年國(guó)內(nèi)的汽車產(chǎn)量變化如圖1所示,呈現(xiàn)逐漸遞增的趨勢(shì),從近兩年來看國(guó)內(nèi)汽車產(chǎn)量增速?gòu)?016年的14.5%下降到2017年的3.2%,增長(zhǎng)速度明顯趨緩。
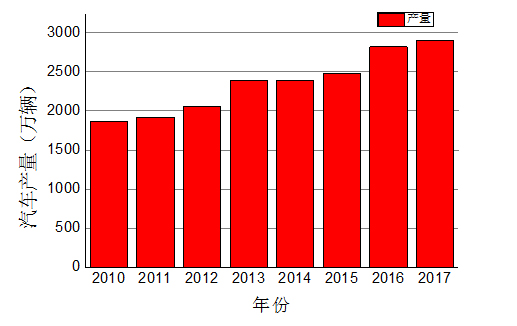
圖1:近八年國(guó)內(nèi)汽車產(chǎn)量變化條形圖
新一輪由自主崛起驅(qū)動(dòng)的國(guó)產(chǎn)替代,無論是在替代的廣度還是深度上,都有明顯提升,為零部件行業(yè)快速增長(zhǎng)提供更大助力。零部件行業(yè)收入一直保持快于汽車行業(yè)的增長(zhǎng),占汽車行業(yè)比重已由2008年的20%提升至2017年第三季度的25%,顯示在自主崛起,進(jìn)口替代的超強(qiáng)驅(qū)動(dòng)下,行業(yè)快速增長(zhǎng),行業(yè)地位顯著提升。
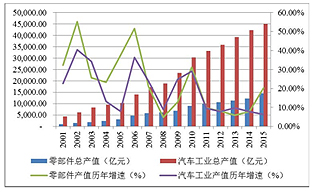
圖2:2001年-2015年我國(guó)汽車和零部件產(chǎn)業(yè)總產(chǎn)值及增長(zhǎng)趨勢(shì)
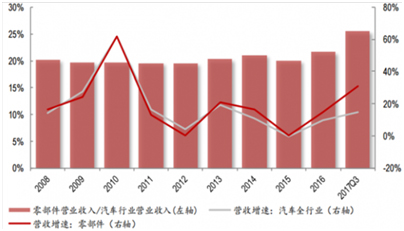
圖3:2008年-2017年第三季度零部件占汽車全行業(yè)收入比重
1.2汽車制造業(yè)必然發(fā)展趨勢(shì)
汽車制造業(yè)的必然發(fā)展趨勢(shì)是輕量化。汽車輕量化,是指采用現(xiàn)代設(shè)計(jì)方法和有效手段對(duì)汽車產(chǎn)品進(jìn)行優(yōu)化設(shè)計(jì),或使用新材料在確保汽車綜合性能指標(biāo)的前提下,盡可能降低汽車產(chǎn)品自身重量,以達(dá)到減重、節(jié)能、減排、安全的綜合指標(biāo)。
汽車輕量化的必要性體現(xiàn)在法規(guī)、汽車性能和續(xù)航能力三個(gè)方面。由于自2018年1月1日起,全國(guó)機(jī)動(dòng)車全面實(shí)施國(guó)V排放標(biāo)準(zhǔn),法規(guī)趨嚴(yán)已是不爭(zhēng)的事實(shí);采用輕量化可以明顯提升汽車性能,可以提升燃油經(jīng)濟(jì)性,改善動(dòng)力性,提升操控性和舒適性,實(shí)現(xiàn)安全性和輕量化的平衡;最后一方面體現(xiàn)在新能源汽車的續(xù)航能力,對(duì)于新能源汽車,重量降低10%,以為這續(xù)航能力增加5.5%。
《中國(guó)制造2025》提出將輕量化作為汽車產(chǎn)業(yè)重點(diǎn)發(fā)展方向之一。另外,行業(yè)輕量化的整體趨勢(shì)也在發(fā)生變化。國(guó)內(nèi)乘用車的重量總體呈下降趨勢(shì),自2008-2014年總體下降約6%;近3年重量下降趨勢(shì)已經(jīng)趨緩(技術(shù)突破的有限性,性能和配置需求抵消的重量);國(guó)內(nèi)輕量化取得了一定的成果,但是進(jìn)入新的瓶頸期,如何突破這一瓶頸是整個(gè)汽車行業(yè)不斷思考的問題。
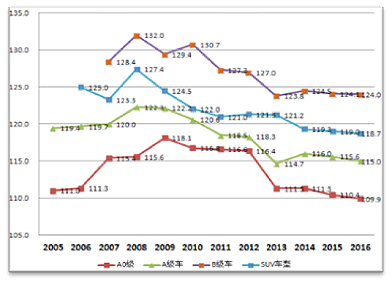
圖4:國(guó)內(nèi)市場(chǎng)乘用車輕量化趨勢(shì)(2005-2016)(5MT樣本基準(zhǔn))
如圖5所示,汽車車身用材料主要有低碳鋼、高強(qiáng)鋼、超高強(qiáng)鋼和鋁合金等。
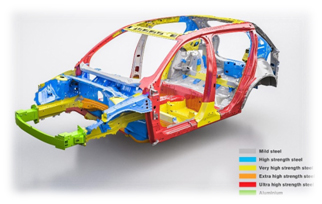
圖5:汽車車身用材料示意圖
通過圖6和圖7可知,國(guó)內(nèi)外車身會(huì)議報(bào)道的不論是轎車還是SUV的車身輕量化系數(shù)總體呈逐年降低趨勢(shì),但與國(guó)外相比,國(guó)內(nèi)的輕量化系數(shù)扔高于國(guó)外國(guó)外平均水平,整體上還有5-10%的差距,如何進(jìn)一步實(shí)現(xiàn)輕量化仍舊是一亟待解決的問題。
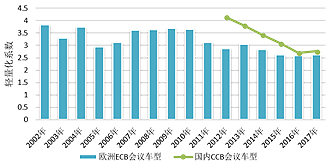
圖6:近16年國(guó)內(nèi)外車身會(huì)議報(bào)道輕量化系數(shù)變化
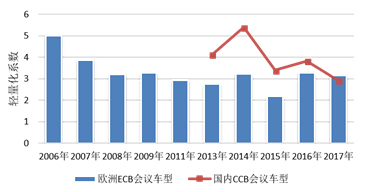
圖7:歷年國(guó)內(nèi)外車身會(huì)議SUV車型的車身輕量化系數(shù)
1.3 輕量化的途徑
汽車輕量化的途徑主要有兩個(gè),即材料輕量化和結(jié)構(gòu)輕量化。
據(jù)Front&Sullivan分析,到2017年,輕量化汽車材料市場(chǎng)有望達(dá)到953.4億美元。并且?guī)熃沅X業(yè)協(xié)會(huì)的報(bào)告指出,汽車的自重每減少10%,燃油的消耗可降低6~8%。現(xiàn)代汽車自身質(zhì)量同過去相比減輕了20~26%,預(yù)計(jì)在未來的10年內(nèi),轎車自身質(zhì)量還將繼續(xù)減輕20%。
其中材料輕量化具體有兩個(gè)方向:低密度輕質(zhì)材料、高強(qiáng)度材料。前者主要包括:鋁合金、鎂合金、鈦合金、塑料、多孔材料及復(fù)合材料等。高強(qiáng)度材料包括:高強(qiáng)度鋼、超高強(qiáng)鋼等。
據(jù)統(tǒng)計(jì),如圖8所示,現(xiàn)代轎車中占自重90%的六類材料分別是鋼材(55~60%)、鑄鐵(12~15%)、塑料(8~12%)、鋁(6~10%)、復(fù)合材料(4%)、陶瓷及玻璃(3%)、其他(10%)。
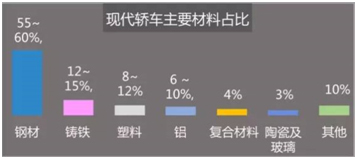
圖8:現(xiàn)代轎車主要材料占比
(1)汽車強(qiáng)量化材料——高強(qiáng)度鋼
理論上,相對(duì)于傳統(tǒng)340MPa的材料,600MPa級(jí)鋼材的減重潛能約為20%,800MPa級(jí)鋼種的減重潛能可達(dá)30%以上,強(qiáng)度級(jí)別在1000MPa以上的鋼材在汽車上的比重已經(jīng)達(dá)到16%。
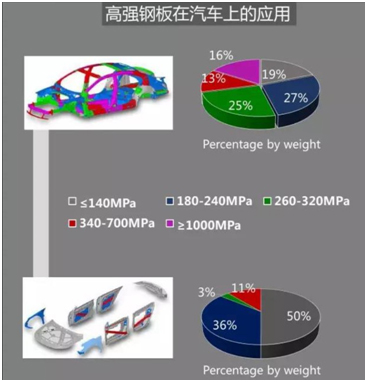
圖9:高強(qiáng)鋼的級(jí)別以及在汽車上的應(yīng)用
不同類型的高強(qiáng)度鋼板在汽車上的應(yīng)用,如表1所示,分別列舉含磷高強(qiáng)度冷軋鋼板、烘烤硬化冷軋鋼板、冷軋雙向鋼板、超低碳高強(qiáng)度冷軋鋼板、迭層鋼板等。國(guó)內(nèi)高強(qiáng)度鋼研制及生產(chǎn)的主要單位有寶鋼、武鋼、鞍鋼、上汽集團(tuán)、重慶汽車研究所、上海大學(xué)等。

(2)汽車強(qiáng)量化材料——鋁合金
鋁合金具有低密度、可再生、良好的工藝性、抗沖擊性能好、耐腐蝕等諸多優(yōu)點(diǎn)。已經(jīng)成為僅次于鋼材的汽車用金屬材料,其目前在發(fā)動(dòng)機(jī)缸體、活塞、變速箱殼體、進(jìn)氣支管、氣缸蓋、轎車骨架、車身、座椅支架、輪轂、熱交換器等領(lǐng)域應(yīng)用率較高。據(jù)預(yù)測(cè),到2025年,采用全鋁車身的車型占比達(dá)到30%,全球車身用鋁總量將達(dá)到870萬噸,車身用鋁行業(yè)將出現(xiàn)爆發(fā)式增長(zhǎng)。關(guān)于國(guó)內(nèi)以及北美市場(chǎng)汽車用鋁的預(yù)測(cè)如圖10和11所示,由圖可知國(guó)內(nèi)車身用鋁量年復(fù)合增長(zhǎng)率達(dá)45%,北美市場(chǎng)未來10年汽車零部件用鋁量也逐年明顯增加。
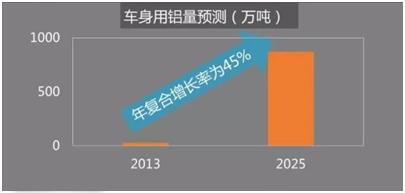
圖10:未來車身用鋁量預(yù)測(cè)
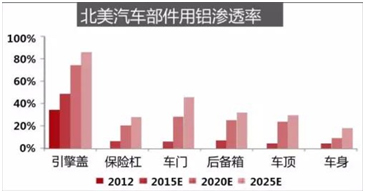
圖11:北美汽車部件用鋁情況
2014年世界各大鋁生產(chǎn)商所完成的鋁產(chǎn)量如圖12所示,而關(guān)于2016年全球鋁產(chǎn)量的調(diào)查顯示,前十大遠(yuǎn)慮生產(chǎn)商依次是中國(guó)宏橋、俄羅斯鋁業(yè)、力拓加鋁、信發(fā)集團(tuán)、中國(guó)鋁業(yè)、阿聯(lián)酋全球鋁業(yè)、美國(guó)鋁業(yè)、國(guó)家電投、東方希望和挪威海德魯,合計(jì)產(chǎn)量突破3093萬噸,同比增長(zhǎng)4%,中外企業(yè)各占半席位,中國(guó)企業(yè)合計(jì)產(chǎn)量1664萬噸,占比為53.8%,國(guó)外企業(yè)合計(jì)產(chǎn)量1428.8萬噸,占比46.2%。增幅較大的是中國(guó)宏橋,較上年產(chǎn)量增長(zhǎng)28%,其次是東方希望,增幅為21%。

圖12:2014年全球主要企業(yè)的鋁產(chǎn)量
(3)汽車強(qiáng)量化材料——鎂合金
汽車是鎂合金的重要消費(fèi)領(lǐng)域,約占整體消費(fèi)總量的62%。2015年,我國(guó)乘用車需要鎂合金10萬噸/年。鎂合金的比重只有1.8,采用鎂合金能夠有效減輕整車重量,可在適用鋁合金的基礎(chǔ)上再減輕15%~20%,具體在各個(gè)領(lǐng)域的占比參考圖13。鎂合金需求的增長(zhǎng)主要來自于兩個(gè)方面:汽車產(chǎn)量的增長(zhǎng)、單輛汽車鎂合金使用量的增長(zhǎng)。
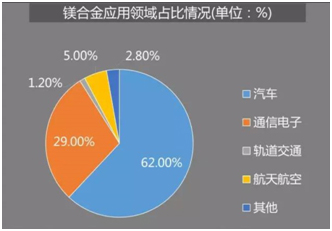
圖13:鎂合金在不同領(lǐng)域應(yīng)用占比情況
鎂合金材料特性及其在汽車上的應(yīng)用如表2所示,其具有重量輕、制震性強(qiáng)、高強(qiáng)度、可回收性優(yōu)越等諸多優(yōu)勢(shì)。

(4)高強(qiáng)度纖維復(fù)合材料
汽車領(lǐng)域是復(fù)合材料的最大市場(chǎng),大約占其總體積的20%,銷售額的18%,世界上平均每輛乘用車,復(fù)合材料約占總重量的6%,而全球碳纖維的潛在需求量預(yù)測(cè)如圖14所示,在汽車行業(yè)的潛在需求量呈現(xiàn)明顯的逐年上升趨勢(shì)。
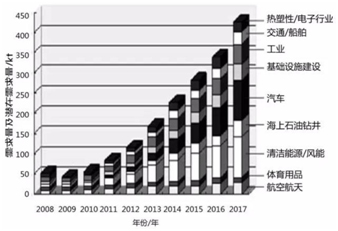
圖14:全球碳纖維潛在需求量預(yù)測(cè)
2015年,汽車復(fù)合材料的用量已經(jīng)超多200萬噸,增長(zhǎng)主要來源于汽車產(chǎn)業(yè)的自然增長(zhǎng)和已經(jīng)采用了復(fù)合材料的汽車部件的市場(chǎng)份額增加,而碳纖維在汽車領(lǐng)域的應(yīng)用預(yù)測(cè)參考圖15,采用了復(fù)合材料的汽車部件的市場(chǎng)份額不斷增加。
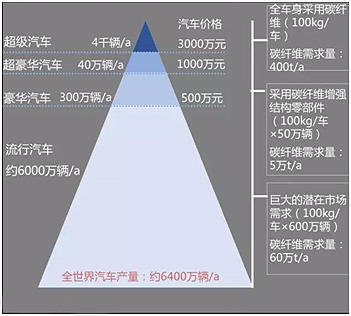
圖15:碳纖維在汽車領(lǐng)域的應(yīng)用預(yù)測(cè)
2.內(nèi)高壓成形技術(shù)對(duì)汽車制造業(yè)的重大意義——結(jié)構(gòu)輕量化實(shí)現(xiàn)
對(duì)于大部分汽車零配件制造企業(yè)來講,實(shí)現(xiàn)新型輕量化結(jié)構(gòu)的加工和制造是首要任務(wù),而作為國(guó)內(nèi)新興的輕量化加工技術(shù),內(nèi)高壓成形能夠有效突破輕量化的瓶頸。
內(nèi)高壓成形技術(shù)實(shí)現(xiàn)汽車的輕量化,從而大大降低汽車油耗(約占50%以上),也是減少二氧化碳廢氣排放的最有效對(duì)策。內(nèi)高壓成形技術(shù)革命性提高車身強(qiáng)度、剛度并優(yōu)化結(jié)構(gòu)以提高汽車沖撞的安全性。并且該技術(shù)能夠減少汽車零件和模具數(shù)量,降低生產(chǎn)成本。
根據(jù)歐洲鋁協(xié)公布的資料,汽車重量每降低100kg,每百公里可節(jié)約0.6L燃油,同時(shí)也可減少尾氣排放。但是,我國(guó)目前采用內(nèi)高壓成形技術(shù)進(jìn)行制造的汽車零件還不到10%。
2.1 內(nèi)高壓成形技術(shù)的源起
在飛機(jī)、航天和汽車等領(lǐng)域,減輕質(zhì)量以節(jié)約材料和運(yùn)行中的能量是人們長(zhǎng)期追求的目標(biāo),也是現(xiàn)代先進(jìn)制造技術(shù)發(fā)展的趨勢(shì)之一。除了采用輕體材料外,減輕質(zhì)量的另一個(gè)主要途經(jīng)就是在結(jié)構(gòu)上采用“以空代實(shí)”和變截面等強(qiáng)構(gòu)件,即對(duì)于承受以彎曲或扭轉(zhuǎn)載荷為主的構(gòu)件,采用空心結(jié)構(gòu)既可以減輕重量節(jié)約材料又可以充分利用材料的強(qiáng)度和剛度。內(nèi)高壓成形正是在這樣的背景下開發(fā)出來的一種制造空心輕體構(gòu)件的先進(jìn)制造技術(shù)。
2.2 內(nèi)高壓成形原理
內(nèi)高壓成形(Hydro Forming)也叫液壓成形或液力成形,是一種利用液體作為成形介質(zhì),通過控制內(nèi)壓力和材料流動(dòng)來達(dá)到成形中空零件目的的材料成形工藝。內(nèi)高壓成形的原理是通過內(nèi)部加壓和軸向加力補(bǔ)料把管坯壓入到模具型腔使其成形為所需要的工件。對(duì)于軸線為曲線的零件,需要把管坯預(yù)彎成接近零件形狀,然后加壓成形。其成形原理和興迪源機(jī)械公司的典型內(nèi)高壓產(chǎn)品具體如圖16和17所示。
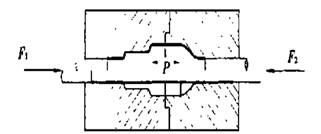
圖16:內(nèi)高壓成形原理

圖17:興迪源機(jī)械典型內(nèi)高壓產(chǎn)品-發(fā)動(dòng)機(jī)空心軸
2.3 內(nèi)高壓成形技術(shù)優(yōu)勢(shì)
內(nèi)高壓成形技術(shù)相對(duì)于傳統(tǒng)工藝具有革命性的突破,主要體現(xiàn)在以下幾個(gè)方面:
(1)減輕質(zhì)量節(jié)約材料。對(duì)于空心軸類可以減輕40%~50%,有些件可達(dá)75%,與沖壓焊接的組合件相比,汽車上用內(nèi)高壓成形的空心結(jié)構(gòu)件可減少20%~30%。
(2)減少零件和模具數(shù)量,降低模具費(fèi)用。內(nèi)高成形件通常僅需要一套模具,而沖壓件大多需要多套模具。副車架零件由6個(gè)減少到1個(gè),散熱器支架零件由17個(gè)減少到10個(gè)。
(3)可減少后續(xù)機(jī)械加工和組裝焊接量。以散熱器支架為例,散熱面積增加43%,焊點(diǎn)由174個(gè)減少到20個(gè),裝備工序由13道減少到6道,生產(chǎn)率提高66%。
(4)提高強(qiáng)度與剛度,尤其疲勞強(qiáng)度。仍以散熱器支架為例,垂直方向提高39%;水平方向提高50%。
(5)降低生產(chǎn)成本。根據(jù)德國(guó)某公司對(duì)已應(yīng)用零件統(tǒng)計(jì)分析,內(nèi)高壓件比沖壓件平均降低15%~20%,模具費(fèi)用降低20%~30%。
(6)環(huán)保節(jié)能。降低加工過程中能量消耗及廢污排放35%以上。
2.4 內(nèi)高壓成形工藝的廣泛應(yīng)用
內(nèi)高壓成形工藝廣泛應(yīng)用于航空航天、汽車制造、數(shù)碼設(shè)備金屬件、軍工、家居衛(wèi)浴金屬管件、自行車及電動(dòng)車配件、其他五金器具等。
內(nèi)高壓成形技術(shù)在汽車行業(yè)應(yīng)用主要集中在排氣系統(tǒng)異型管件、副車架總成、底盤構(gòu)件、車身框架、座椅框架及散熱器支架、前軸、后軸及驅(qū)動(dòng)軸、安全構(gòu)件等空心構(gòu)件。
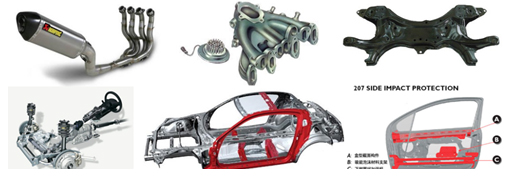
圖18:內(nèi)高壓成形技術(shù)在汽車制造中的典型應(yīng)用
(1)排氣系統(tǒng)(Exhaustsystem)
汽車排氣系統(tǒng)主要由7部分組成,按與發(fā)動(dòng)機(jī)距離由近至遠(yuǎn)的順序依次為排氣歧管、熱端連接管、撓性管、三元催化器、共鳴器、消音器及尾管。
2016年中國(guó)基本型乘用車(轎車)產(chǎn)量為2803萬輛,按照每輛乘用車每種零件使用一個(gè),需要7個(gè)相關(guān)零件,總數(shù)可達(dá)19621萬個(gè)。現(xiàn)階段使用液壓成形技術(shù)生產(chǎn)的排氣系統(tǒng)遠(yuǎn)未達(dá)到10%,按照計(jì)算預(yù)期市場(chǎng)額度17659萬個(gè)。以2017年銷量最高的豐田卡羅拉為例,每套排氣系統(tǒng)管件的市場(chǎng)價(jià)格約為1000元,潛在市場(chǎng)價(jià)值可達(dá)1766億。如果包含其他重卡等車型,市場(chǎng)潛力更大。如圖19和20所示為排氣系統(tǒng)中冷管和排氣歧管傳統(tǒng)成形方式和內(nèi)高壓成形對(duì)比。

圖19:傳統(tǒng)沖壓+焊接成形工藝內(nèi)高壓成形中冷管

圖20:排氣歧管的傳統(tǒng)加工工藝與鑄造新型工藝:內(nèi)高壓成形零件對(duì)比圖
(2)底盤系統(tǒng)(Chassis parts)
底盤系統(tǒng)通常采用的材料為低碳鋼及中碳鋼,也有部分使用鋁合金。
主要包括:車架滑軌(Frame rails)、副車架(engine cradles)、車頂縱梁和拱梁(roof rails and bows)、后軸(rear axle frames)、散熱器支架(radiator frames)等結(jié)構(gòu)。
副車架市場(chǎng)價(jià)600,車頂縱梁2500。一輛車需要1個(gè)副車架,2個(gè)縱梁。潛在市場(chǎng)潛力可達(dá)2803萬輛×90%×5600元=1412億。
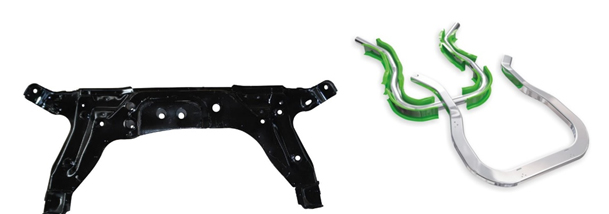
圖21:副車架成形傳統(tǒng)工藝:沖壓+焊接新型工藝:內(nèi)高壓成形
(3)引擎與動(dòng)力系統(tǒng) (Engine /power train components)
包括:懸架部件(Suspension members),空心凸輪軸(hollow camshafts),傳動(dòng)軸(drive shafts),齒輪軸(gear shafts),油底殼(oil pan)等。
凸輪軸市場(chǎng)價(jià)500元,按照每輛車使用一個(gè)凸輪軸計(jì)算,其市場(chǎng)潛力可達(dá)2803萬輛×90%×500元=126億。油底殼一般為卡車使用,暫時(shí)不做統(tǒng)計(jì)。
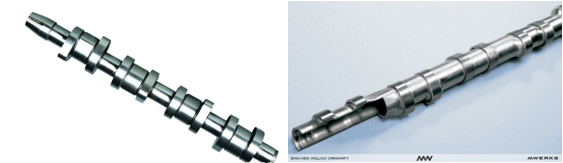
圖22:凸輪軸的傳統(tǒng)成形和內(nèi)高壓成形對(duì)比
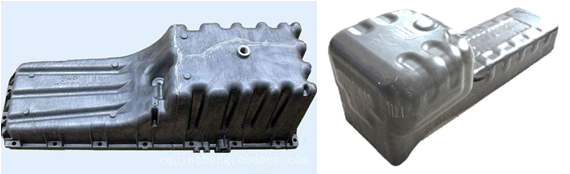
圖23:發(fā)動(dòng)機(jī)油底殼的傳統(tǒng)鑄造或焊接和新型內(nèi)高壓成形對(duì)比
(4)車身及安全構(gòu)件(Body and safety parts)
包括:擋風(fēng)玻璃框(Windshield headers)、A/B/C立柱(A/B/C pillars)、空間構(gòu)架部件(space frame components)、儀表盤支架(instrument panels)、座椅架(seat frames)、減震器外殼(shock absorber housings)等。
Nissan’s Titan采用液壓成形A柱,比傳統(tǒng)工藝減少了30個(gè)零件,減少了15.88kg,采用高強(qiáng)鋼,提高了汽車碰撞性能。
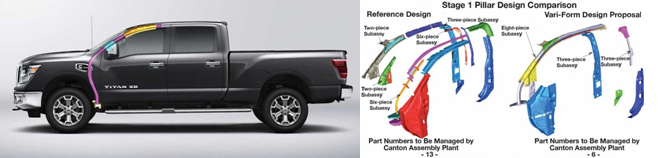
圖24:A/B/C柱典型件的內(nèi)高壓成形
A/B/C柱按照市場(chǎng)價(jià)500元計(jì)算,按照每輛車使用6個(gè)柱計(jì)算,其市場(chǎng)潛力可達(dá)2803萬輛×90%×3000元=756億。
從以上分析可以看出,液壓成形在乘用車領(lǐng)域至少具有總額度4千億的潛在市場(chǎng)價(jià)值。從歐美的市場(chǎng)發(fā)展規(guī)律來看,在中國(guó)至少還有10—20年的成長(zhǎng)期。液壓成形可以降低零件的成本,提高生產(chǎn)效率,屬于無污染的綠色清潔生產(chǎn)技術(shù),具有極高的市場(chǎng)競(jìng)爭(zhēng)力。在未來的汽車工業(yè)中必將廣泛應(yīng)用。
2.5 內(nèi)高壓成形技術(shù)在國(guó)外和國(guó)內(nèi)的應(yīng)用
德國(guó)于70年代末開始對(duì)高內(nèi)壓液力成形基礎(chǔ)進(jìn)行研究,并于90年代初率先開始在工業(yè)生產(chǎn)中采用高內(nèi)壓成形技術(shù)制造汽車輕體構(gòu)件。德國(guó)奔馳汽車公司(DAIMLERBENZ)于1993年建立其內(nèi)高壓成形車間,寶馬公司(BMW)已在其幾個(gè)車型上應(yīng)用了內(nèi)高壓成形的零件。
日本自1997年開始,豐田、本田、日產(chǎn)、馬自達(dá)、三菱、斯巴魯?shù)绕噺S均已導(dǎo)入內(nèi)高壓成形設(shè)備進(jìn)行零件的生產(chǎn)與開發(fā)。
韓國(guó)的現(xiàn)代、起亞也開始應(yīng)用液壓成形技術(shù)生產(chǎn)相關(guān)零部件。
根據(jù)美國(guó)鋼鐵研究院汽車應(yīng)用委員會(huì)的調(diào)查結(jié)果,在北美制造的典型轎車中,空心輕體件在轎車總量的比例已從15年前的10%上升到16%,而在中型面包車、大吉普和皮卡車的比例還要高。
美國(guó)克萊斯勒(Chrysler)汽車公司于1990首先引進(jìn)內(nèi)高壓技術(shù)生產(chǎn)了儀表盤支梁。
目前美國(guó)最大的汽車公司通用汽車公司(GM)已用液力成形技術(shù)制造了發(fā)動(dòng)機(jī)托架、散熱器支架、下梁、棚頂托梁和內(nèi)支架等空心輕體件。據(jù)一項(xiàng)調(diào)查表明,截止到2004年北美生產(chǎn)的典型車型中有50%零件采用內(nèi)高壓成形技術(shù)制造。
內(nèi)高壓成形在我國(guó)起步較晚,本世紀(jì)初才有哈爾濱工業(yè)大學(xué)、北京航空航天工業(yè)大學(xué)、中科院金屬研究所等對(duì)其進(jìn)行理論研究,并與一些企業(yè)進(jìn)行合作開發(fā),試制產(chǎn)品,還處于初始發(fā)展階段。河南興迪鍛壓設(shè)備制造有限公司是國(guó)內(nèi)第一家向市場(chǎng)提供內(nèi)高壓成形機(jī)商品的廠家。如圖25為興迪源機(jī)械設(shè)計(jì)加工的1500噸內(nèi)高壓成形機(jī)。
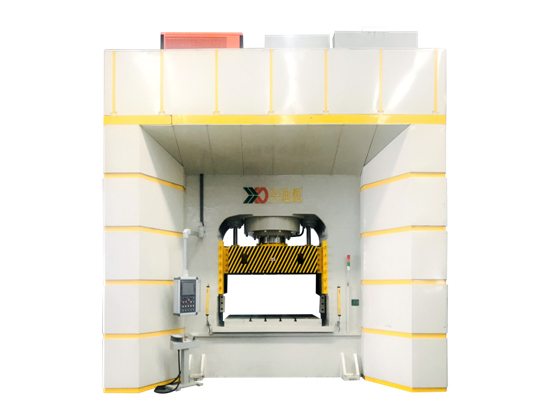
圖25: 1500噸內(nèi)高壓成形設(shè)備
但是近年來國(guó)家對(duì)內(nèi)高壓成形具有較大的政策支持,生產(chǎn)內(nèi)高壓成形液壓機(jī)的企業(yè)屬于先進(jìn)裝備制造業(yè),是國(guó)家和各地各級(jí)政府都鼓勵(lì)發(fā)展的行業(yè)。內(nèi)高壓成形機(jī)在國(guó)家發(fā)布的《產(chǎn)業(yè)結(jié)構(gòu)調(diào)整指導(dǎo)目錄(2011年本,2013年修正版)》中,編入“鼓勵(lì)類”第十四項(xiàng)機(jī)械第26小項(xiàng)規(guī)定的“內(nèi)高壓成形機(jī)”。此外,內(nèi)高壓成形中所用液體介質(zhì)以液壓油和乳化液為主,無污染并且能夠回收及循環(huán)使用,也正是國(guó)家目前所提倡和重點(diǎn)扶植的清潔型產(chǎn)業(yè)。
另外,工信部《國(guó)家中長(zhǎng)期科學(xué)和技術(shù)發(fā)展綱要》規(guī)定了高檔數(shù)控機(jī)床與基礎(chǔ)制造設(shè)備重大專項(xiàng)申報(bào)條文,其中,大噸位內(nèi)高壓成套設(shè)備首當(dāng)其沖名列前茅。
2.6 內(nèi)高壓成形設(shè)備發(fā)展現(xiàn)狀及趨勢(shì)
(1)國(guó)際上內(nèi)高壓設(shè)備的發(fā)展
國(guó)際上能提供液壓成形成套技術(shù)與設(shè)備的制造商多集中在歐洲和北美,其中以德國(guó)SPS公司、舒勒公司和瑞典AP&T公司、美國(guó)ITCInterlakenTechnology和HDTHydroDynamicsTechnologies為主要代表。
此外還有日本的山本水壓所、Amino、川崎油工、Opton、AIDA,德國(guó)的Gr?bener、S.DUNKES,意大利的NAVA,加拿大的ValiantMachine&Tool,韓國(guó)的KANGEngineering等公司。
(2)內(nèi)高壓設(shè)備發(fā)展趨勢(shì)
液壓成形技術(shù)最新發(fā)展趨勢(shì)是大型化、超高壓輸出、高精度電氣控制、高液體介質(zhì)加熱能力。
大噸位超高壓成形技術(shù)代表著行業(yè)的最高水準(zhǔn),國(guó)外生產(chǎn)的超高壓液壓成形裝備價(jià)格一般在200萬歐元以上,日本生產(chǎn)的一臺(tái)300噸超高壓充液成形機(jī)價(jià)格在2億日元以上。目前,同規(guī)格的內(nèi)高壓成形機(jī)進(jìn)口價(jià)格是國(guó)產(chǎn)的十倍左右。
河南興迪鍛壓設(shè)備制造有限公司依托與中國(guó)科學(xué)院金屬研究所的深入產(chǎn)學(xué)研合作,研制出具有國(guó)際領(lǐng)先水平的超高壓液壓成形裝備,開發(fā)出大型管式熱態(tài)超高壓脈動(dòng)液壓成形技術(shù)。是國(guó)內(nèi)最早向市場(chǎng)供應(yīng)內(nèi)高壓成形液壓機(jī)商品的廠家,目前的標(biāo)準(zhǔn)產(chǎn)品有250噸、600噸、800噸、1200噸、1500噸內(nèi)高壓成型液壓液壓機(jī),廣泛應(yīng)用于三通管材成型、氣車管件制造、自行車管件制造等生產(chǎn)領(lǐng)域。興迪還自主研發(fā)設(shè)計(jì)制造出4000噸的內(nèi)高壓成形液壓機(jī),如圖26所示。

圖26:興迪源機(jī)械自主研發(fā)的4000噸超高壓內(nèi)高壓成形液壓設(shè)備
(3)興迪公司掌握的行業(yè)領(lǐng)先的技術(shù)指標(biāo)
設(shè)備最大輸出油壓為500MPa,內(nèi)壓力的控制精度在±5MPa以內(nèi),內(nèi)壓力的增長(zhǎng)速度最大可達(dá)30MPa/s,充液量≥200l/min。液壓系統(tǒng)最大壓力25MPa。
液體介質(zhì)最高加熱溫度為400℃,控制精度在±5℃以內(nèi)。
設(shè)備可實(shí)現(xiàn)按線性、脈動(dòng)、梯形以及復(fù)合曲線等任意加載曲線形式輸出,其中脈動(dòng)波形的幅值可控范圍為0.5-50MPa,頻率的最大響應(yīng)可達(dá)0.5Hz。
軸向缸最大行程為300mm,軸向推力最大為2000kN,控制精度在±10kN以內(nèi)。
最大合模力為3150噸,工作臺(tái)尺寸≥1400mm×1400mm,滑塊行程300mm,滑塊下行速度≥10mm/s,工作臺(tái)可移出。
適合液壓成形工藝人機(jī)界面軟件,可實(shí)現(xiàn)對(duì)位置、速度和力度的精確控制,通過操作終端進(jìn)行編程并進(jìn)行存儲(chǔ)。
(4)興迪源機(jī)械的設(shè)備應(yīng)用舉例
到目前為止,已經(jīng)有下列產(chǎn)品是采用我興迪公司提供的內(nèi)高壓成形機(jī)進(jìn)行生產(chǎn)的企業(yè)和具體產(chǎn)品如下:
威特牌自行車車架異形管;采用維柴、康明思發(fā)動(dòng)機(jī)的汽車排氣系統(tǒng)異形管及加水口;比亞迪汽車安全構(gòu)件;宇通汽車座椅框架;大眾車型的MQB懸架臂和A+構(gòu)懸架臂及PQ46底盤橫梁;通用車型的D2XX副車架延伸架的橫梁和懸架臂;長(zhǎng)城汽車橫梁;農(nóng)用水泵殼體零件。
3.新型輕量化成形技術(shù)
3.1沖擊液壓成形
作為鋁合金等難變形材料的塑性加工問題一直是制約輕量化發(fā)展的瓶頸性難題之一,而沖擊液壓成形工藝可以很好地解決難變形輕質(zhì)合金的成形難問題,通過高應(yīng)變速率成形,有效提高材料的成型性能和極限。
最近,河南興迪鍛壓設(shè)備有限公司與中國(guó)科學(xué)院金屬研究所塑性加工先進(jìn)技術(shù)課題組合作,在鋁合金板材高應(yīng)變率沖擊液壓成形技術(shù)與裝備方面取得系列進(jìn)展,有望推動(dòng)和提升我國(guó)航空和汽車鈑金制造業(yè)發(fā)展水平。
航空航天裝備中,鈑金類零件占總零部件數(shù)量、制造工作量占全機(jī)工作量均在20%以上,而隨著新型輕量化汽車的需求逐年提高,汽車用難變形輕質(zhì)合金鈑金類零件的需求量也在不斷增加。針對(duì)目前航空領(lǐng)域?qū)︹k金零件的輕量化及整體化發(fā)展的迫切需求,具有凸臺(tái)、加強(qiáng)筋和小圓角等小特征結(jié)構(gòu)的鋁、鎂、鈦輕質(zhì)合金復(fù)雜異型薄壁鈑金零件的制造已成為推動(dòng)大型飛機(jī)水平提升亟待解決的重要問題。
高強(qiáng)鋁、鎂、鈦等輕質(zhì)合金塑性差,成形過程中容易起皺和開裂。我國(guó)一直沿襲前蘇聯(lián)的落錘成形技術(shù),落錘成形需通過模具壓制與人工結(jié)合,通過錘擊、墊橡膠等方式進(jìn)行多道次壓制和人工輔助加工成形,以消除起皺并通過人工手動(dòng)工序控制材料流動(dòng)以防止破裂發(fā)生,要求操作者具有豐富的加工經(jīng)驗(yàn)和技術(shù)技巧。落錘成形由于是剛性模成形,成形零件會(huì)有劃痕等缺陷,成品率不高,零件精度及一致性差,材料利用率低,模具壽命較低,勞動(dòng)條件和安全性差。
針對(duì)上述復(fù)雜鈑金零件制造過程中的問題,金屬所塑性加工先進(jìn)技術(shù)團(tuán)隊(duì)和興迪源機(jī)械設(shè)備和模具工程師通過長(zhǎng)期的合作和交流,通過將充液拉深成形技術(shù)與高速?zèng)_擊成形技術(shù)相結(jié)合,提出了一種新型沖擊液壓成形技術(shù)。
完成了從理論分析、設(shè)備研制到工藝驗(yàn)證的全鏈條研究。通過霍普金森拉桿實(shí)驗(yàn)研究發(fā)現(xiàn),5A06鋁合金單向拉伸試件在高應(yīng)變速率條件下(2.7×103s-1)的延伸率相比于準(zhǔn)靜態(tài)條件增加了40%。金屬所塑性加工先進(jìn)技術(shù)課題組自行設(shè)計(jì)了一臺(tái)板材沖擊液壓成形極限試驗(yàn)裝置,發(fā)現(xiàn)5A06鋁合金板件的沖擊液壓成形極限相比于準(zhǔn)靜態(tài)液壓成形極限得到了大幅提高。通過自行設(shè)計(jì)的沖擊液壓成形物理模擬實(shí)驗(yàn)裝置,對(duì)沖擊液壓成形的沖擊傳載特性及設(shè)備關(guān)鍵工藝參數(shù)進(jìn)行了理論和實(shí)驗(yàn)研究。研究發(fā)現(xiàn),該工藝同樣適用于鋁合金、鋁鋰合金、鎂合金、鈦合金等。

圖27:(a)霍普金森拉桿實(shí)驗(yàn)裝置;
(b)5A06高應(yīng)變速率應(yīng)力應(yīng)變曲線;
(c)高應(yīng)變速率拉伸和準(zhǔn)靜態(tài)拉伸延伸率對(duì)比
基于以上研究,雙方合作研發(fā)了國(guó)內(nèi)首臺(tái)新型沖擊液壓成形專用設(shè)備。該設(shè)備采用專利技術(shù)的沖擊動(dòng)力發(fā)生源組合結(jié)構(gòu)實(shí)現(xiàn)了大質(zhì)量沖擊體的高能高速驅(qū)動(dòng)及控制,是該設(shè)備的核心專利技術(shù)。由于采用了液體這一柔性成形介質(zhì),成形零件具有良好的表面質(zhì)量。通過室溫高應(yīng)變率成形,無需熱處理即可提高材料在室溫條件下的塑性。設(shè)備的最大沖擊能量200kJ,最高沖擊速度80m/s,具有適合于工業(yè)化應(yīng)用的自動(dòng)操作模式。該設(shè)備最大可用于500mm×500mm×3mm的鋁、鎂、鈦等低塑性合金的板材成形,也可用于需要同等成形能量的管材成形、汽車板件成形、板材與管材的沖孔等工序。
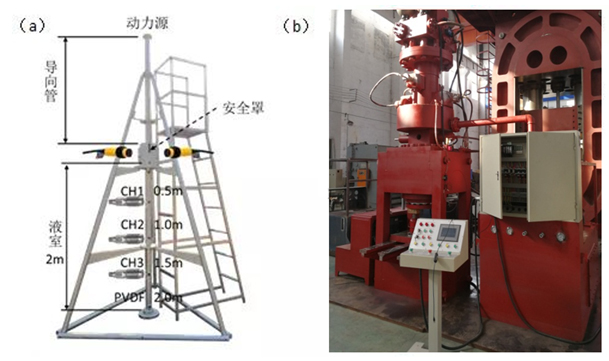
圖28:沖擊液壓成形實(shí)驗(yàn)裝置及自主研發(fā)設(shè)備
課題組已經(jīng)通過沖擊液壓成形技術(shù)成功實(shí)現(xiàn)了航空復(fù)雜薄壁口框零件的成形。該技術(shù)制造的口框零件具有更均勻的壁厚減薄率,更好的小圓角填充能力,并且能夠有效地抑制回彈。與現(xiàn)有落錘生產(chǎn)技術(shù)相比,該技術(shù)將傳統(tǒng)8道次以上的人工輔助制造過程改變?yōu)?道次的自動(dòng)化生產(chǎn)過程,無需中間工藝熱處理,提高了400%的生產(chǎn)效率。
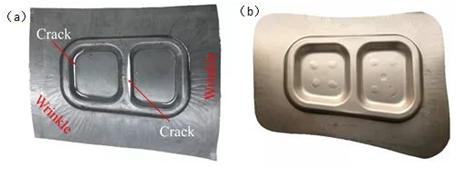
圖29:5A06復(fù)雜薄壁口框零件的落壓成形和沖擊液壓成形對(duì)比

圖30:沖擊液壓成形的2B06飛機(jī)板件,2道次,無中間熱處理,無人工,沖孔成形同模具一次完成
合作雙方還與白俄羅斯科學(xué)院和羅馬尼亞克盧日-納波利技術(shù)大學(xué)進(jìn)行合作,相關(guān)研究成果已經(jīng)在線發(fā)表在國(guó)際機(jī)械工程組織(The International Academy for Production Engineering,簡(jiǎn)稱CIRP)的會(huì)刊CIRP Annals—Manufacturing Technology(DOI:10.1016@j.cirp.2018.04.024)上,并應(yīng)邀在8月份東京舉辦的國(guó)際CIRP學(xué)術(shù)年會(huì)上作報(bào)告。CIRP是國(guó)際機(jī)械工程制造領(lǐng)域的核心權(quán)威專家組織,CIRP Annals是機(jī)械制造領(lǐng)域最權(quán)威的期刊(I F因子2.8以上)。該研究得到了中科院國(guó)際合作局、沈陽市科技局等重點(diǎn)研發(fā)項(xiàng)目的支持。
3.2 熱氣脹成形
為了提高輕質(zhì)難變形管件及高強(qiáng)度管板材的成形效率,在傳統(tǒng)超內(nèi)高壓成形、超塑性成形和熱脹成形的基礎(chǔ)上,美國(guó)韋恩州立大學(xué)的XinWu教授提出了熱態(tài)金屬氣壓成形技術(shù)(Hot Metal Gas Forming),主要工藝過程如圖31所示:將經(jīng)過預(yù)熱的管材或者板材置于陶瓷模具中,合模密封之后,通過感應(yīng)加熱實(shí)現(xiàn)成形過程中對(duì)成形件的快速加熱和保溫,達(dá)到所需溫度之后,通入一定大小的氣體壓力并配合管件軸向推力使材料膨脹成形,然后將工件取出,立即進(jìn)行淬火處理,整個(gè)過程在10s左右完成。
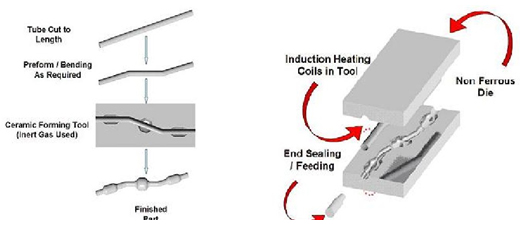
圖31:管材熱氣脹成形原理
哈爾濱工業(yè)大學(xué)開發(fā)建立了熱氣脹研究裝置并進(jìn)行相應(yīng)的脹形實(shí)驗(yàn),分析了溫度對(duì)脹破壓力、極限脹形率及變形后組織狀態(tài)的影響。
圖32:熱氣脹實(shí)驗(yàn)裝置
該成形技術(shù)早起主要集中在輕質(zhì)難變形合金的成形過程中,近些年來隨著高強(qiáng)鋼在汽車上用量的不斷增加,熱氣脹成形裝備不斷發(fā)展進(jìn)步,國(guó)外相關(guān)研究人員簡(jiǎn)歷的高壓氣脹成形設(shè)備如圖33所示。
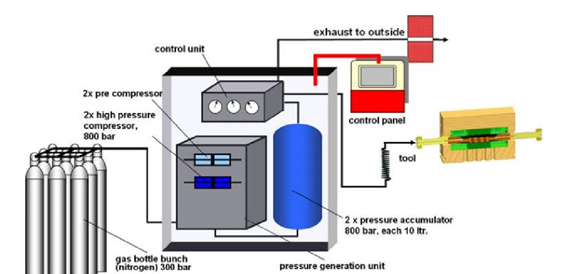
圖33:高壓熱成形裝置原理圖
通過高壓氣體增壓器該設(shè)備最高可以獲得理論80MPa氣體壓力,最高成形溫度達(dá)1000℃,而且該裝置可以實(shí)現(xiàn)對(duì)高強(qiáng)鋼管材的快熟加熱、快速成形及淬火處理。先用感應(yīng)線圈將管材迅速加熱到奧氏體化溫度,保溫一段時(shí)間之后,迅速轉(zhuǎn)移到模具中,快速合模、密封、加壓脹形、淬火、脫模冷卻,脹形強(qiáng)化后掛彩局部強(qiáng)度可達(dá)1400~1600MPa。
此外,通過系統(tǒng)研究成形氣體壓力、模具溫度及管材預(yù)熱溫度等成形參數(shù)對(duì)成形后的高強(qiáng)鋼管材強(qiáng)化效果的影響,發(fā)現(xiàn)成形后零件表面的強(qiáng)化效果分布不均勻,需要整形的小圓角區(qū)域的強(qiáng)化效果更多取決于最大氣體壓力及壓力加載速率而不是模具溫度,然而脹形過程中先貼模部分的強(qiáng)化效果主要取決于模具的溫度。
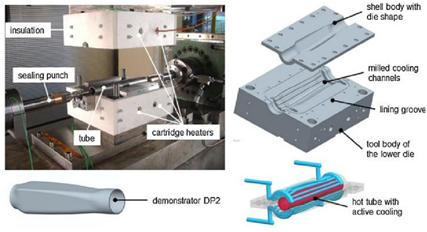
圖34:成形模具結(jié)構(gòu)及測(cè)試部件形狀