
本文興迪源機(jī)械帶來超高強(qiáng)鋼(780MPa)扭力梁內(nèi)高壓成型,管件為V形截面結(jié)構(gòu),沿軸線方向截面變化復(fù)雜,截面周長變化大。
一、扭力梁數(shù)模及典型截面:
圖3-70為扭力梁三維圖及典型截面形狀。管件為V形截面結(jié)構(gòu),沿軸線方向截面變化復(fù)雜,截面周長變化大。沿軸線方向分析截面的寬度變化,從端部到中間截面形狀變化,截面最大寬度為120mm,位于端部區(qū)域(I-I截面),最小寬度為90mm,位于中間區(qū)域(A-A截面)。管坯材料為先進(jìn)高強(qiáng)鋼,抗拉強(qiáng)度σb=780MPa,硬化指數(shù)n=0.10,強(qiáng)度系數(shù)K=1050MPa。
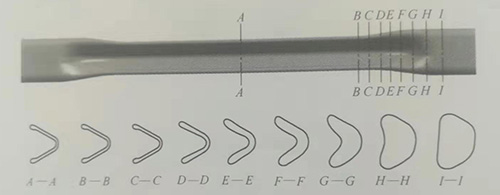
圖3-70扭力梁數(shù)模及典型截面形狀
二、扭力梁內(nèi)高壓成形加載路徑:
在內(nèi)高壓成形過程中,加載路徑通常包含三方面:
①合模力隨時(shí)間變化曲線;
②內(nèi)壓隨時(shí)間變化曲線;
③軸向補(bǔ)料量和內(nèi)壓之間的關(guān)系。
圖3-71為扭力梁內(nèi)高壓成形過程中的加載路徑,其中圖3-71(a)為合模力和內(nèi)壓隨時(shí)間的變化曲線,采用可變合模力,即內(nèi)壓隨合模力變化而變化,在加載初期,設(shè)備提供個(gè)較小的合模力,隨著內(nèi)壓的增加,合模力按比例逐步增加,始終大于內(nèi)壓產(chǎn)生的反作用力。
圖3-71(b)為成形過程中軸向進(jìn)給和內(nèi)壓的匹配關(guān)系,其中初始內(nèi)壓是用來避免因軸向力引起的屈曲。
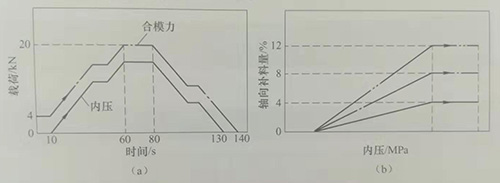
圖3-71扭力梁內(nèi)高壓成形加載路徑
(a)合模力與時(shí)間關(guān)系;(b)軸向補(bǔ)料量與內(nèi)壓關(guān)系。
三、扭力梁內(nèi)高壓成形過程及壁厚變化:
軸向補(bǔ)料量對扭力梁內(nèi)高壓成形件的厚度分布和成形精度有著重要的影響。圖3-72分別給出了內(nèi)高壓成形過程中相對補(bǔ)料量(軸向補(bǔ)料量和零件長度的之比)分別為4%、8%和12%時(shí)扭力梁壁厚分布的數(shù)值模擬結(jié)果。
可以看出,當(dāng)軸向補(bǔ)料量為12%時(shí),在管端和中間V型截面的過渡區(qū)域出現(xiàn)屈曲,而軸向進(jìn)給為4%-8%時(shí),成形效果最佳。在合理的加載路徑的情況下,扭力梁可以順利實(shí)現(xiàn)成形,無開裂缺陷產(chǎn)生。
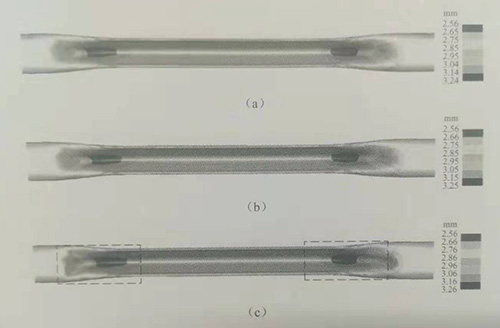
圖3-72扭力梁內(nèi)高壓成形過程及壁厚變化
(a)補(bǔ)料量4%;(b)補(bǔ)料量8%;(b)補(bǔ)料量12%。
四、扭力梁內(nèi)高壓成形缺陷:
當(dāng)預(yù)制坯形狀不合理時(shí),合模過程中在管件中間V型截面和端部截面的過渡區(qū)域會出現(xiàn)飛邊缺陷,如圖3-73(a)所示。而在內(nèi)高壓成形過程中,當(dāng)軸向進(jìn)給大于8%時(shí),在端部過渡區(qū)域會出現(xiàn)起皺缺陷,即使采用很高的整形壓力皺紋也難以消除,如圖3-73(b)所示。只有當(dāng)采用合理的預(yù)制坯形狀和合適的加載路徑時(shí),才能成形出合格的扭力梁內(nèi)高壓成形件,如圖3-74所示。
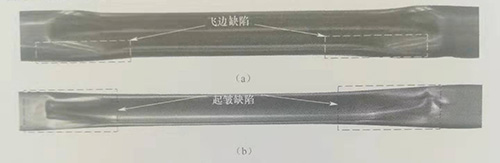
圖3-73扭力梁內(nèi)高壓成形缺陷
(a)飛邊缺陷;(b)起皺缺陷。

圖3-74扭力梁內(nèi)高壓成形件
五、扭力梁尺寸偏差:
軸向進(jìn)給可以顯著改善零件的尺寸精度,圖3-75給出了扭力梁內(nèi)高壓成形件尺寸精度測量結(jié)果。當(dāng)沒有軸向進(jìn)給時(shí),最大尺寸偏差為2.7%,位于端部位置;當(dāng)軸向補(bǔ)料量為4%時(shí),最大尺寸偏差降低到1.5%;而當(dāng)軸向進(jìn)給增加到8%時(shí),整個(gè)扭力梁的尺寸偏差在0.5%以內(nèi),滿足設(shè)計(jì)要求。
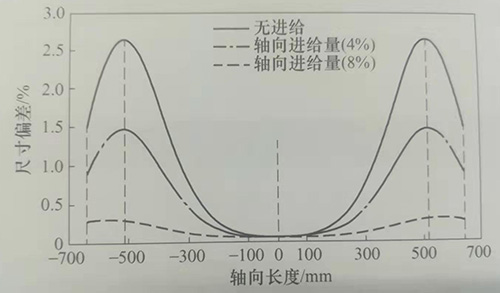
圖3-75扭力梁尺寸偏差
【興迪源內(nèi)高壓設(shè)備優(yōu)勢】
興迪源機(jī)械是先進(jìn)輕量化成形技術(shù)的提供者,從產(chǎn)品研發(fā)、設(shè)備生產(chǎn)、模具研制、方案定制,直至最終交付及提供增值服務(wù),我們?yōu)榭蛻籼峁┑牟粌H僅是一臺設(shè)備,而是一整套智能制造成形方案。

為打造國家品牌名片,提高企業(yè)知名度,樹立企業(yè)形象,興迪源團(tuán)隊(duì)本著“不忘初心,不忘創(chuàng)新,一貫追求精益求精”的工匠精神,以精湛的技術(shù)、上乘的品質(zhì)、合理的價(jià)格、專業(yè)的服務(wù)為理念,只為提供優(yōu)質(zhì)產(chǎn)品。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請聯(lián)系刪除