
ERW管是根據astm?a?513規范的熱軋或冷軋扁卷生產的;拉拔芯棒(dom)管是由完全退火的erw管通過冷拔工藝生產的。本文興迪源機械帶來內高壓成型管材材料選擇之ERW管及抽芯管。
一、內高壓成型ERW管選擇:
ERW管是根據astm?a?513規范的熱軋或冷軋扁卷生產的;為了達到液壓成形表面的質量,線圈應無垢、酸洗和上油。
在軋管機上,鋼卷被切割成一定尺寸,然后板材被送入若干成形輥、焊接站、最終尺寸,然后在連續高速過程中切割成一定長度,如圖9-1所示。
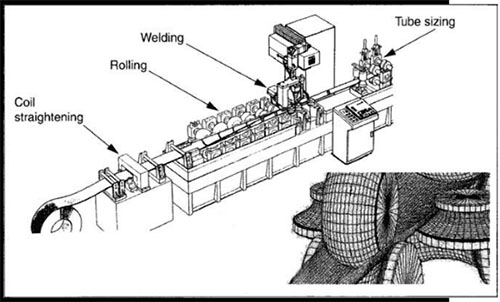
圖9-1
為了便于不間斷的生產,并達到一致的質量,許多線圈端焊在一起;ERW軋管機的速度通常在150至500?ft/min(46至152?m/min)之間。
管輥成形階段有多種布局,一些較老的軋機使用較少的輥組,通常在硬化材料時更具侵略性。
然而,大多數現代軋機的設計都是為了更好地控制成形階段的應變硬化,采用更溫和的成形方法。
滾壓成形過程中管子的典型橫截面如圖9-2所示。
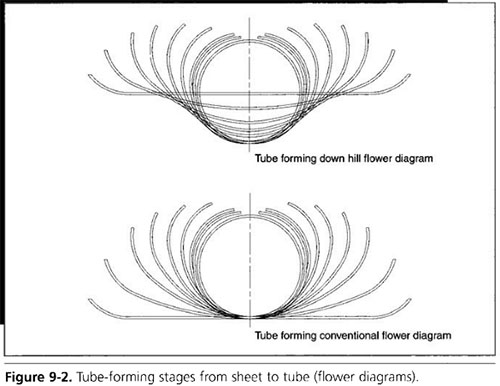
顯示從薄板到圓管的成形階段的圖案稱為成形花圖,軋管過程中的應變硬化程度在很大程度上取決于所用的花形圖。
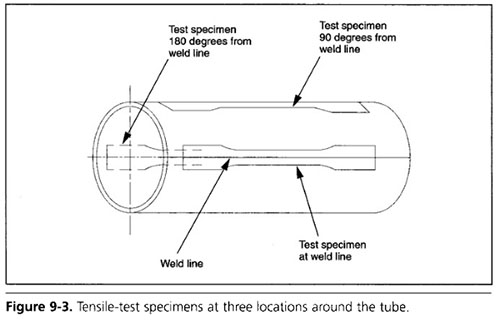
從管子縱向和周圍不同位置切下的試樣的拉伸試驗通常顯示出不同程度的應變硬化,圖9-4顯示了圖9-3中所述三個位置(焊接位置,與焊縫成90度,與焊縫成180度)的拉伸試驗結果。
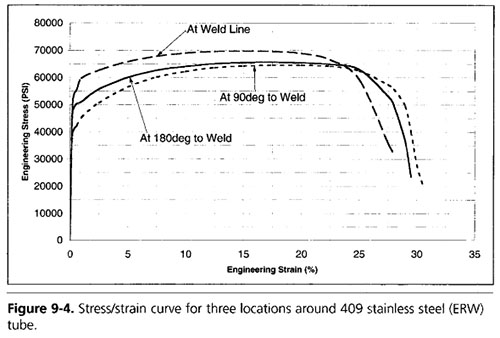
結果有顯著差異,性能的變化取決于軋機設計和設置參數,圖9-5顯示了金屬板和管子屈服應力的比較。
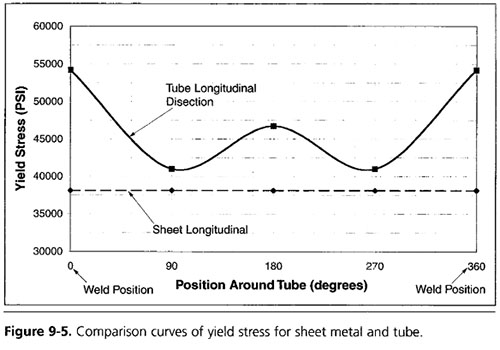
請注意,管材的屈服應力較高,且在周圍變化很大,還要注意管曲線的W形。對于理想的內高壓成形管,應盡量減小w的高度,使其位置接近板料線,成形階段后,管子進入焊接站。
為了獲得高質量的焊接,用電阻法加熱鋼帶的邊緣,并用一組特殊的輥將其壓在一起。這種對接焊方法不需要任何額外的填充材料。在焊接過程中,一定量的鐵水會在管子表面的內側和外側突出。
這稱為焊接閃光,通常在使用成形刀具進行焊接操作后立即清除。對于大多數液壓成形應用,閃光從兩個表面去除或“疤痕”。
在某些應用中,內部焊縫飛邊可能會卷起或高度控制到特定尺寸,可用激光焊接代替電阻焊。
激光焊接通常比電阻焊質量高,對于需要非常高膨脹率的激光焊接管部件,焊縫周圍的熱影響區域明顯較低,使用激光焊接管通常會有好處。
然而,軋制速度僅限于激光焊接速度,范圍為30至50?ft/min(10至15?m/min)。焊接階段結束后,允許管子在進入定徑站之前冷卻。
到目前為止,鋼管的直徑通常會稍微大一點,重點是焊接質量和高成型速度。在定徑站,管子的尺寸、直徑和橢圓度已達到要求的公差。
對于要進行液壓成形的管子,在這一階段的直徑減小應保持在最小值,以保持材料的成形性能。ERW管的直徑通常為0.5到12.5英寸(12.7到317.5毫米),壁厚系數為5到100。
激光焊接管可達到125?WF,隨著壁面因素的增加,采用這種技術生產油管越來越困難,成本也越來越高。
二、內高壓成型抽芯管選擇:
拉拔芯棒(dom)管是由完全退火的erw管通過冷拔工藝生產的;如圖9-6所示,管板被拉過模具,模具內有或沒有芯軸。
內有芯軸的管子尺寸非常精確,材料性能均勻,冷拔操作后,管子被正火或退火到所需的機械性能;DOM管的直徑為0.375到12.5英寸(9.53到317.5毫米),壁厚系數為10到50。
【興迪源機械內高壓成型設備優勢】
興迪源機械是以內高壓成形技術為核心,以內高壓成形機、內高壓水脹成形機、內高壓板材充液成形機、內高壓三通機等設備為主導產品的生產廠家。公司建立有液力內高壓成形機械工程技術研究開發中心,并與中國科學院金屬研究所、南京航空航天大學等院校開展長期的科研課題開發合作。

自2007年創立以來,興迪源機械一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內流體壓力成形技術的鍛壓設備。