
本文興迪源機械帶來武漢中人瑞眾汽車零部件韓耀東:汽車縱梁內襯筒深拉伸件工藝分析,本文闡述了拉伸工藝設計中所涉及到的工藝分析,修邊余量的確定,型面修補、高矩形盒?的判別,翻孔尺寸的計算,毛坯尺寸的確定與修補,凸、凹模圓角半徑的選擇,拉伸次數的計算,各工序拉伸工藝參數的計算等,對高矩形拉伸模具工藝設計具有一定的指導意義。
一、引言:
隨著汽車行業的飛速發展,產品更新換代越來越快,在計算機三維軟件輔助設計造型的幫助下,汽車?零部件形狀的復雜程度越來越高,尤其是新材料、新?工藝的應用,給汽車行業帶來了翻天覆地的變化。但是,在傳統的汽車制造業中,沖壓、焊接目前還是主流趨勢。沖壓模具設計制造是汽車行業“四大工藝”的?源頭,同時也是最為關鍵的部分,而拉伸模的設計與?制造就是沖壓模具設計與制造的重中之重了。深拉?伸、高強板的成形工藝仍然是沖壓行業的難題,特別?是深拉伸工藝。
二、制件介紹:
圖1所示制件是汽車底盤縱梁上連接保險杠的一個部件,俗稱內襯筒,材料?DX54D+Z,料厚?2.5mm,?屬于盒形深拉伸件。從這個零件的使用要求分析,法?蘭面是與保險杠裝配的平面,必須平整,而且孔位是?安裝孔,所以孔位尺寸必須正確穩定,確保保險杠安裝后外觀平滑均勻;拉伸件的盒型壁面是與縱梁貼合?的焊接面,尺寸、垂直度及相對幾何尺寸都有要求,同?時該零件還有功能要求,材料的壁厚變化不能超過一?定的限度,要確保零件的壁厚均勻,滿足強度要求。
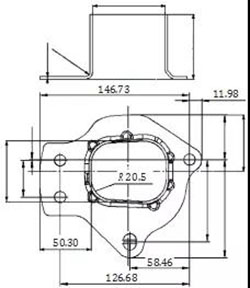
圖?1???內襯筒制件圖
三、工藝分析:
盒形件拉伸與圓筒件的拉伸相比,最大的差別是?拉伸周邊的變形不均勻,圓筒件的拉伸工藝及計算目?前還比較成熟,但是盒形件、尤其是異形盒形件的成?形工藝及計算目前還沒有比較成熟的方法,很大程度?上依據經驗法處理,方法也多種多樣。因此,在沖壓?工藝設計和模具設計當中,需要解決的問題和解決問?題的方法也不完全相同。雖然現階段的計算機?CAE?輔助分析,給傳統的工藝分析提供了很大的幫助,但?仍然離不開傳統經驗數據的處理。為此制定制件成?形的初步工藝方案是:①落料(需要計算確定毛坯尺?寸);②拉伸(拉伸次數待定,需要通過計算分析);③?整形打印;④修邊沖底孔;⑤翻孔;⑥沖孔。
3.1????毛坯形狀和尺寸的確定
(1)修邊余量的確定。在拉伸過程中,由于材料機械性能各向異性,模具間隙的均勻性、板厚變化、摩擦阻力不等及定位不?準等原因的影響,拉伸外形的凸緣周邊會產生不齊的?現象,尤其是深拉伸件、盒型件,凸緣形狀復雜的原?因,外形必須進行修邊。所以在計算毛坯尺寸時,需?要考慮修邊余量。有凸緣盒型拉伸件的修邊余量可?以根據“有凸緣筒形拉伸件的修邊余量δ”表格查詢
(盒型件以短邊為查表依據),凸緣寬度b凸=110.3mm、短邊寬度b=60.03mm,凸緣的相對比值?b?凸/b=1.84mm?計?算?查?表?,得?到?修?邊?量?δ?=3mm,考?慮?材?料?的?厚?度?2.5mm,修邊量取值δ=3mm?適宜。
(2)型面修補。考慮到零件的底部是敞口的,為方便拉伸,底部需要做成封閉型面,然后經過沖孔、翻邊達到零件的?最終效果,需要進行補面。取盒形件壁部圓角半徑最?小的一個?R=20.5mm?計算底部的翻邊量。為了使翻邊?的痕跡盡可能的小,翻邊預孔直徑?d?盡可能取大,需要?將沖底孔的尺寸取到拉伸件的底部圓弧切點處。從?拉伸的角度分析,底部圓角?r?較大,對拉伸有利,但是?翻邊時的極限翻邊系數?K?值與材料的性能、預孔的加?工性質和狀態、d/t?的比值、凸模的形狀有關。目前材?料性能已經明確,加工方式是沖壓,翻孔凸模采用圓?柱形凸模,現在需要確定的是底部圓角半徑?r,它是直?接關系到零件的拉伸與翻邊成功的關鍵因素。r?越?大,d?就越小,d/t?的比值越小,極限翻邊系數越小,對翻孔有利,但是它還直接與零件的實際翻邊系數有?關,d?越小,零件的實際翻邊系數就更小,這是一個矛?盾?的?統?一?。如?圖?2?所?示?,先?假?設?r=10mm,壁?厚?t=?2.5mm,那么?d=21mm,d/t=21/2.5=8.4,查表“低碳鋼的?極限翻邊系數?K”得知:Kmin=0.52,而此時的實際翻邊?系?數?=21/43.5=0.48,顯?然?小?于?極?限?翻?邊?系?數?,不?可?取。再假設?r=9mm,計算結果還是不可取。現在再假設底部圓角r=7.5mm,此時角部預沖底孔的直徑d=26mm,d/t=10.4,查表,Kmin=0.55,而實際的翻邊系數?K=?d/D=26/43.5=0.6;大于Kmin=0.55,滿足翻邊要求。所以確定底部圓角?r=7.5mm。現在再來計算一下翻孔的高度值。
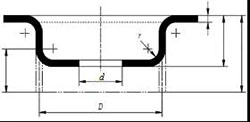
圖?2???翻孔示意圖
翻孔的高度?:h2=(D-d)/2-(r?+?t/2)+?π/2(r?+?t/2)=(43.5-26)/2-(7.5+2.5/2)+3.14/2(7.5+2.5/2)=13.74mm拉伸件的高度確定:63.27-13.74=49.53mm由此可以確定修補后零件的形狀,如圖3?所示。
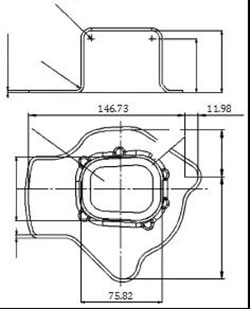
圖?3???修補后的零件圖
(3)毛坯尺寸計算。正確地確定盒形件拉伸毛坯的形狀和尺寸,不僅能夠節省板材和節約工序,而且也有利于毛坯的變形?和保證零件的質量。當毛坯的尺寸過大時,能夠引起?危險斷面上拉應力顯著地增大,對提高變形程度和減?少工序不利;毛坯尺寸過大部分的變形程度減小,必?然使拉伸變形較多地集中到其余部位上去,于是增加?了沿毛坯周邊變形分布不均的程度。這樣成形的零件壁厚不均,而且也容易引起變形過分集中,局部起?皺開裂等缺陷,降低零件的質量。毛坯尺寸過小時,?零件成形缺料、修邊不充分或者產生起皺折疊等缺?陷。盒形件拉伸時確定毛坯形狀和尺寸的原則:既要?保證毛坯面積等于零件面積,又要保證零件成形時材?料流動的對稱性,避免盒形件成形時不均勻變形的特點,考慮材料在變形過程中的材料轉移的復雜性,還?需要對毛坯的形狀和尺寸做一定的修正。從圖?3??分析,這個零件實際是梯形,可以近似認為是60.03?×75.82mm?的矩形盒?,高?度?58.38mm;h/b=58.38/60.03=0.97(>0.7~0.8),屬于高盒形件。根據表面積相等的?原則,展開制件的毛坯尺寸如圖?4?所示。
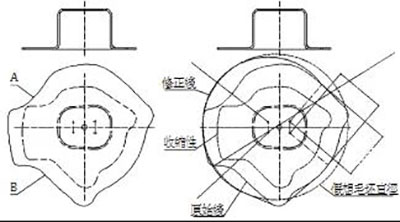
圖?4???毛坯的展開尺寸
a——原始展開尺寸?????b——修正后的展開尺寸
現在還不可能比較精確地用計算的方法事先確?定出正確的毛坯形狀和尺寸,初步考慮,在圖?4a?中,A/?B?處材料流動不均勻,拉伸時容易起皺或折疊,需要進?行適當的修補,如圖?4b?所示,確保拉伸時材料進料的?均勻性。最終精確的尺寸需要在模具調試的過程中?再進一步修訂。
3.2????初步估算拉伸次數和拉伸系數
(1)拉伸次數。
對于高盒形件,一般需要多次拉伸,可以“根據盒?形件總拉伸系數定矩形件的拉伸次數”,查表,可以得?到拉伸所需的次數,尺寸參數如圖?5?所示。
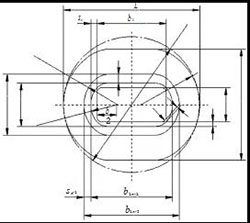
圖?5???各工序計算的相關參數圖示
m總=1.27?×(b1?+?b)/(L?+?K)=1.27?×(60.03?+?75.82)/(211.5+211.5)=0.41;t/D×100=2.5/211.5×100=1.18。查表初步估算,拉伸次數為:3。
(2)核算角部的拉伸系數及第一次拉伸許可高度。對于盒形件,由于圓角部分對直邊部分的影響相?對較小,圓角處的變形最大,矩形件的拉伸系數為前?后半成品角部圓角半徑之比,壁部圓角半徑現在有?R20.5mm?和?R21.5mm?二種情況,取較小值?R=20.5mm?計算拉伸系數。故變形程度用較小的圓角處的假想
拉伸系數來表示。根據t/D×100=2.5/211.5=1.18和?r/b=21.75/60.03=0.36的比值,查表“盒形件角部的第一次拉伸系數m1”得知:m1≥0.41;m2≥0.70;查“盒形件第一次拉伸許可?的最大比值?h/r”得知:h/r=3.1,那么?h1max=67.4mm。
3.3????各工序拉伸的工藝參數的計算與選擇
高盒形件需要多次拉伸,一般在前幾次拉伸時,?采用過渡形狀(方形盒多用圓形過渡,矩形盒則用橢?圓形或圓形過渡,而在最后一次才拉成方盒或矩形?盒),因此需要確定各道工序的過渡形狀。確定高盒?形件半成品形狀和尺寸的方法較多,常用的方法有羅氏法、經驗法等。羅氏法是首先確定倒數第二次(n-?1?次)拉伸的半成品形狀,再往前逐次反推,首先拉成?較大的圓角,而后逐次減小圓角半徑,直至達到工件?要求。
下面從倒數第二次(即?n-1?次)起反推各工序的過渡形狀及其尺寸,不同材料的盒形件,其成形過程?中材料的穩定性也不一樣,具體的過渡形狀及尺寸計算會有所差異。
根據“高矩形盒的多工序拉伸的計算程序與計算?公式”計算(相關參數如圖?5?所示)。
(1)相對厚度。t/b×100=2.5/60.03×100=4.16,(>2);b=60.03<50t,(50t=50×2.5=125)。采用第一種方法計算。
(2)假想毛坯直徑(見圖?4)。D=211.5mm。
(3)工序間距離。sn=an≤10t,這里暫取值?8.0mm。
sn?在實際作圖的過程中,考慮角部間隙,進行了適?當調整,sn=7.4mm。
(4)工?序?比?例?系?數?。x1=(K-?b)(/L-?b1)=(211.5-60.03)/(211.5-75.82)=1.1。
(5)(n-1)道工序半徑。Rs(n-1)=0.5b+?sn=60.03/2+?8.0=38.0mm。
考慮零件是梯形,所以Rs(n-1)小端=37.5mm;Rs(n-1)大端=?38.5mm。
(6)角?部?間?隙?。x=sn?+?0.41r-?0.207b=8.0?+?0.41?×?21.75-0.207×60.03=4.5mm。
(7)(n-?2)道?序的半徑。Rs(n-?2)=Rs(n-?1)/mn-?1=37.5/?0.83=45.2mm;(m2?取?0.83)
(8)工序間距離。s(n-?1)=(Rs(n-?2)-Rs(n-?1))/x1=(45.2-?37.5)/1.1=7mm。??a(n-1)=R(s??n-2)-R(s??n-1)=7.7mm。
(9)核算各工序的拉伸系數。m1=d1/D=45.2?×?2/?211.5=0.43。(要求?m1≥0.41)
(10)矩形件拉伸的間隙。矩形件拉伸的間隙分直邊間隙和圓角間隙兩部分。直邊部分間隙一般為?Z/2=(1~1.1)t,末次拉伸一?般為?Z/2=t,圓角部分間隙一般比直邊部分稍大(大?0.1t)。一般是首次拉伸使用較大間隙,末次拉伸使用?較小間隙,中間工序隨工序次數增加而間隙逐漸減?小,中間工序一般均以凹模為基準件,間隙由減小凸?模獲得。工件要求內尺寸時,間隙取在凹模,工件要?求外尺寸時,間隙取在凸模。
(11)拉伸凸、凹模的圓角半徑的選擇。凹模口部圓角半徑?r?凹的大小,對拉伸工作有很大的影響。如?r?凹太小,毛坯拉入凹模的阻力大,拉伸力?增大,致使拉伸件產生劃痕或裂紋;??但?r?凹過大,會使壓邊圈下面被壓的毛坯面積減小,使懸空段增大,易?起皺。當圓角半徑小于?2t?時,需要整形工序。凸模的?圓角半徑對拉伸也有影響,圓角半徑太小,角部彎曲?變形大,危險斷面易拉斷;圓角半徑太大,毛坯底部承?壓面積減小,底部會變薄和內皺。拉伸的凹模圓角半?徑可以根據經驗公式進行初步計算,先取較小值,然?后在模具調試中再適當修正圓角半徑。
r???=0.8×((D-d)t)1/2
r?凹?n=(0.6~0.9)r?凹(n-1)
r?凸=(0.6~1)r?凹
經過計算:r?凹?1=8.8mm,取值?9mm,r?凸?1=7.5mm。
r?凹?2=8mm,r?凸?2=7.5mm
r?凹?3=5mm,r?凸?3=7.5mm
r?凹?4=4.11mm,r?凸?4=7.5mm
具體情況需要根據模具調試的結果進行修正,先小后大原則;拉伸完成后,利用整形工序將圓角半徑?整到制件要求。
(12)毛坯的拉入量控制。第一次拉伸時,拉入凹模的材料比所需的面積加大?3%~5%,在后序拉伸時,逐步返回到凸緣上來,避免在第二次以后的拉伸中凸緣受拉變形,而使零件開裂或變薄。
四、確定工藝流程和拉伸工序圖:
(1)根據計算的結果,擬定的最終工藝流程是:①?落料(毛坯中間的工藝小孔是模具調試時的定位基準?孔);②拉伸(拉伸次數?3?次);③整形打印;④修邊沖底?孔;⑤翻孔;⑥沖孔如圖?6?所示。
(2)拉伸關鍵工序圖。
五、CAE分析及模具驗證:
通過理論計算的拉伸工序尺寸參數,再利用計算?機?CAE?模擬分析,結果比較滿意,再通過模具制造到?實際驗證,達到了預期的效果,如圖?7?所示。
六、結束語:
拉伸模型面設計的優劣直接影響到制件是否能夠?順利成形,成形質量的優劣及制件調試周期的長短等。高矩形深拉伸件的工藝計算相對更麻煩,所以必須綜合?考慮各種因素,確定合理的工序尺寸。有條件時,可以通過計算機模擬進一步確認?,然后再設計模具。
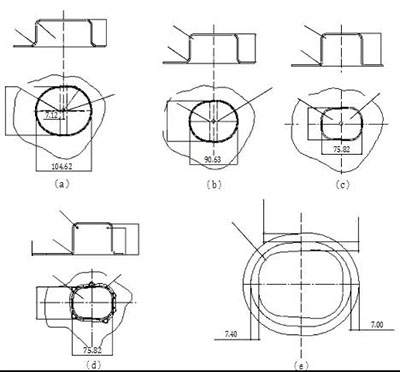
圖?6???拉伸關鍵工序圖
a——一次拉伸?b——二次拉伸?c——三次拉伸?d——整形
e——各工序相關參數圖
圖?7????CAE分析圖片及最終實物
Autoform?等軟件已經在模具設計中得到廣泛的應?用。這些軟件的應用,使得設計人員可以結合自己的經驗直接在計算機上設計出產品的型面,并使用Autoform?對設計出的型面進行拉伸過程的模擬,結合?模擬的情形,反過來優化產品型面,得到最優的產品?造型。本文通過對拉伸工藝的計算分析進行詳細描?述,對拉伸模具設計具有一定的指導作用。
這個零件的拉伸模具結構比較簡單,第一次拉伸需要?壓料圈,后續拉伸不再壓料,拉伸工序需要注意工序件的定位、模具排氣,零件頂出,凹模的?TD?處理。模?具調試過程中,主要關注模具圓角、間隙以及毛坯尺寸的修訂。經過一定批量的生產驗證,模具工作過程?穩定,制件尺寸準確,壁厚較均勻,外觀質量好,該模?具目前已經投入批量生產。
現?在?,隨??著?計?算?機?技?術?的?發?展?,Catia、UG、Autoform?等軟件已經在模具設計中得到廣泛的應?用。這些軟件的應用,使得設計人員可以結合自己的?經驗直接在計算機上設計出產品的型面,并使用?Autoform?對設計出的型面進行拉伸過程的模擬,結合模擬的情形,反過來優化產品型面,得到最優的產品?造型。本文通過對拉伸工藝的計算分析進行詳細描述,對拉伸模具設計具有一定的指導作用。
【興迪源機械簡介】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術的鍛壓設備制造企業。自2007年創立以來,興迪源機械一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內流體壓力成形技術的鍛壓設備。
興迪人以“振興國家,建立偉業”為使命;以“誠實守信,中正平和”為準則;以“建立鴻業遠圖,踵事增華”為愿景,致力成為“先進流體壓力成形裝備智造領航者”。