
用于內(nèi)高壓成形的彎曲工藝有壓彎、滾彎和CNC彎曲(繞彎)。對(duì)于彎曲半徑大、形狀簡(jiǎn)單的二維曲線常常采用壓彎和滾彎工藝。而對(duì)于軸線形狀復(fù)雜的三維曲線,則需要采用CNC彎曲工藝。
CNC彎曲是一種先進(jìn)的繞彎工藝,它是先把管材軸線的形狀輸入到彎曲機(jī)數(shù)控系統(tǒng)中,然后由數(shù)控程序控制彎曲機(jī)利用管材繞模具旋轉(zhuǎn)運(yùn)動(dòng)實(shí)現(xiàn)管材自動(dòng)彎曲的加工方法。CNC彎曲可以實(shí)現(xiàn)三維復(fù)雜軸線管彎曲,能連續(xù)進(jìn)行不同角度的彎曲,具有質(zhì)量好、生產(chǎn)效率高等特點(diǎn)。
以內(nèi)高壓成形技術(shù)應(yīng)用最為廣泛的
汽車行業(yè)作為例子:
汽車零部件多為空心結(jié)構(gòu)件,截面及軸線形狀復(fù)雜,相對(duì)于傳統(tǒng)的焊接工藝,內(nèi)高壓成形能夠有效地實(shí)現(xiàn)部分零件的整合,減少焊縫,零件的可靠性得到大幅提高。而鋁合金質(zhì)量輕、比強(qiáng)度高,適用于汽車車身、輪轂和副車架等汽車結(jié)構(gòu)件。

汽車車身
應(yīng)用內(nèi)高壓成形技術(shù)和鋁合金管材成形的副車架,通過材料輕量化和結(jié)構(gòu)輕量化2種途徑使汽車質(zhì)量有效減輕,這種成形工藝已成為汽車節(jié)能減排的重要途徑之一。

副車架
而在內(nèi)高壓成形之前,通常需要通過CNC彎管技術(shù)使其預(yù)成形為具有空間彎曲軸線的基本形狀,再整體成形出具有復(fù)雜截面和空心結(jié)構(gòu)的副車架。應(yīng)用這種技術(shù),寶馬5系使用了第一款內(nèi)高壓鋁合金底盤件,奧迪A2和A8使用6014鋁合金管制備了車身上的變截面頂蓋橫梁,使構(gòu)件質(zhì)量顯著減輕近40%。
以下是我司
利用先進(jìn)液壓(內(nèi)高壓)成形工藝
一次成形的發(fā)動(dòng)機(jī)中冷管
▼
管材胚料CNC預(yù)彎成形有限元分析
采用液壓(內(nèi)高壓)成形技術(shù)
一次成形中冷管的有限元分析
管材在CNC彎曲過程會(huì)產(chǎn)生回彈、截面畸變以及內(nèi)側(cè)受壓失穩(wěn)起皺、外側(cè)受拉開裂等缺陷,對(duì)于多道次大角度數(shù)控彎曲,回彈會(huì)嚴(yán)重影響管件的成形精度,在隨后的內(nèi)高壓成形過程中會(huì)產(chǎn)生咬邊缺陷,所以通常需要在CNC彎曲時(shí)進(jìn)行適當(dāng)角度的補(bǔ)償。

汽車排氣歧管3D示意圖
為了得到管材在CNC彎曲時(shí)合適的回彈量,Liao等研究人員采用了各向同性、動(dòng)態(tài)各向同性和各向異性3種硬化模型進(jìn)行多級(jí)繞彎時(shí)的回彈分析,發(fā)現(xiàn)模型的選擇對(duì)多級(jí)繞彎回彈起著重要的作用,其中動(dòng)態(tài)各向同性硬化模型預(yù)測(cè)回彈與實(shí)驗(yàn)值較接近,最大相差為1.11%。
而Li等研究人員則通過數(shù)值模擬及實(shí)驗(yàn)研究了6061-T4鋁合金管材冷彎時(shí)的回彈角、回彈半徑與彎角的影響;證實(shí)了回彈角隨著彎角增加而線性增加,回彈半徑隨著彎角增加在0°~90°時(shí)線性減小,在90°~180°隨著彎角增加基本不發(fā)生變化;并利用各向異性硬化模型對(duì)回彈角進(jìn)行了預(yù)測(cè),其預(yù)測(cè)值略高于實(shí)驗(yàn)值,最大相差1.67%。在CNC彎曲時(shí),截面畸變也是比較容易出現(xiàn)的典型缺陷。在多步成形中,截面畸變直接影響后續(xù)成形的預(yù)制坯形狀,從而影響最終件的成形質(zhì)量。
寇永樂等研究人員則針對(duì)CNC彎曲中截面畸變的影響因素進(jìn)行了研究,指出增加芯頭個(gè)數(shù)和芯棒伸出量、壓塊無潤滑有利于減小彎管的截面畸變。CNC彎曲中另一個(gè)典型的缺陷是起皺,不僅影響其成形性能,而且影響美觀,所以在CNC彎曲時(shí)要盡量避免。
Chen等研究人員通過Dynaform數(shù)值模擬和實(shí)驗(yàn)研究了20mm×2mm的5A02鋁合金管起皺的影響因素,指出管與模具間隙盡量小(小于0.2mm),助推速度不小于彎曲模的線速度,有利于減緩起皺,另外壓模助推位移越小,相對(duì)彎曲半徑越大,彎曲速度越小,起皺趨勢(shì)就越小。
本研究中鋁合金內(nèi)高壓成形的成形工藝為CNC彎曲后內(nèi)高壓成形,其中CNC彎曲作為預(yù)彎對(duì)鋁合金管件內(nèi)高壓成形起著至關(guān)重要的作用。
試件及成形工藝
鋁合金管件首先需要進(jìn)行CNC預(yù)彎,使其具有基本的空間彎曲軸線,可以放入內(nèi)高壓成形模具的型腔中,再進(jìn)行內(nèi)高壓成形,成形至最終形狀。預(yù)彎使用XXX控制臂彎管機(jī),預(yù)彎件形狀如圖A所示,芯球與管內(nèi)壁、防皺板與管外壁及內(nèi)高壓成形時(shí)模具型腔與管外壁均用航空潤滑油進(jìn)行潤滑處理。內(nèi)高壓成形后管件形狀如圖A(b)所示。彎曲模具設(shè)計(jì)為3層,分別與彎管中的3個(gè)彎角對(duì)應(yīng)。剛性芯軸外徑為69.00mm,使用一個(gè)芯球,其外徑為68.40mm;聚氨酯芯軸外徑為69.00mm。
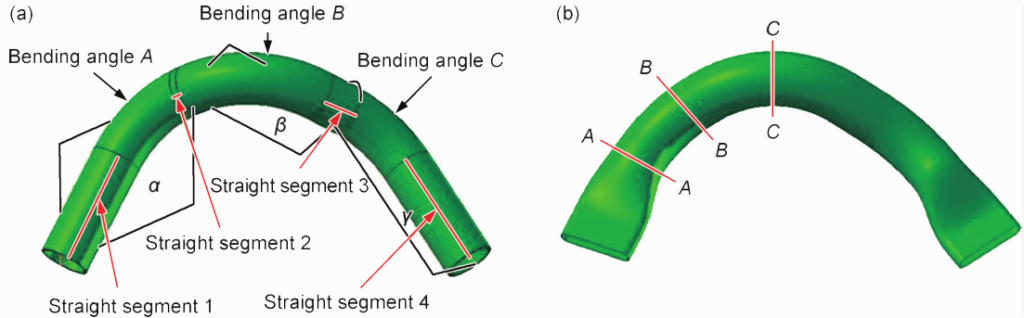
A. 預(yù)彎件(a)和內(nèi)高壓成形管件(b)
本次實(shí)驗(yàn)的內(nèi)高壓成形可運(yùn)用我司THF系列內(nèi)高壓成形設(shè)備進(jìn)行。
![]()
 興迪源機(jī)械 XD-THF內(nèi)高壓成形液壓設(shè)備
興迪源機(jī)械 XD-THF內(nèi)高壓成形液壓設(shè)備
廣泛應(yīng)用于航天航空、核電、
石化、發(fā)動(dòng)機(jī)管件、汽車管件、
自行車管件等生產(chǎn)領(lǐng)域

內(nèi)高壓成形設(shè)備主要針對(duì)管材成形,
如:飛行器輕體構(gòu)件、發(fā)動(dòng)機(jī)中空軸件、汽車支管、
單車支架管、排氣系統(tǒng)、排水系統(tǒng)等產(chǎn)品
回彈的影響
當(dāng)管材預(yù)彎未加以回彈補(bǔ)償時(shí),內(nèi)高壓成形模具合模時(shí)在管件一側(cè)出現(xiàn)了咬邊缺陷,如圖B所示,若不解決咬邊問題,會(huì)使模具邊緣啃傷,需要對(duì)彎角進(jìn)行回彈補(bǔ)償。為了獲得任意角度彎角的回彈值,建立管材塑性彎曲的理論模型和材料的冪指數(shù)模型,結(jié)合力矩平衡方程和全應(yīng)變理論,推導(dǎo)任意彎角的回彈理論值。
B. 6063鋁合金預(yù)彎件出現(xiàn)的咬邊缺陷
截面畸變的影響
管材在彎曲時(shí),在彎矩的作用下,中性層外側(cè)受到拉應(yīng)力,內(nèi)側(cè)受到壓應(yīng)力,二者的合力使管件法向直徑減小,橫向直徑增大,管件截面由圓形變?yōu)榻茩E圓,即發(fā)生畸變。在管徑、彎曲半徑及潤滑條件不變的情況下,通過不帶芯頭的聚氨酯芯棒和帶有一個(gè)芯頭的剛性芯棒分別進(jìn)行CNC彎曲,得到了2種具有不同不圓度的截面,如圖C所示。其中聚氨酯芯棒的好處是可以使管件內(nèi)部避免劃痕,但得到的彎管截面不圓度較大;帶有一個(gè)芯頭的剛性芯棒的好處是得到的彎管截面不圓度較小,但與管件內(nèi)部發(fā)生硬接觸,容易在彎曲過程產(chǎn)生內(nèi)部劃痕。
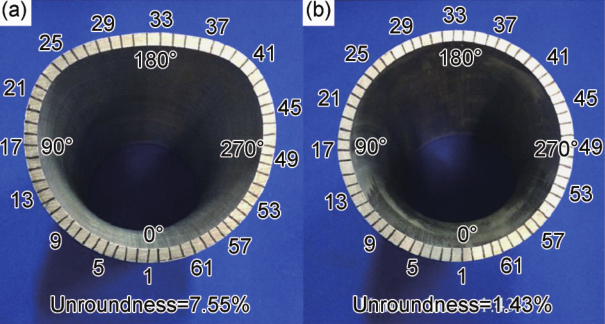
C. 彎管截面
(a)使用聚氨酯芯棒;
(b)使用帶有一個(gè)芯頭的剛性芯棒
起皺的影響
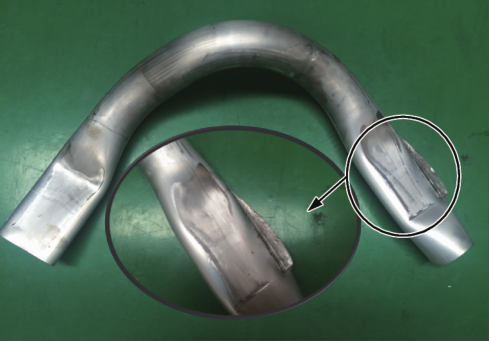
當(dāng)管徑較大,彎曲半徑較小時(shí),管壁內(nèi)側(cè)所受的切向壓應(yīng)力大大增加,管壁內(nèi)側(cè)極易發(fā)生起皺失穩(wěn)。在不改變彎曲模具和彎曲速度的情況下,模具間隙不合理會(huì)導(dǎo)致起皺的產(chǎn)生。如圖D所示,在預(yù)彎件的第三個(gè)彎角內(nèi)側(cè)出現(xiàn)了起皺,皺紋的相鄰波峰之間的平均距離為12.20mm,表面峰谷的平均高度為1.32mm,如圖D(a)所示。
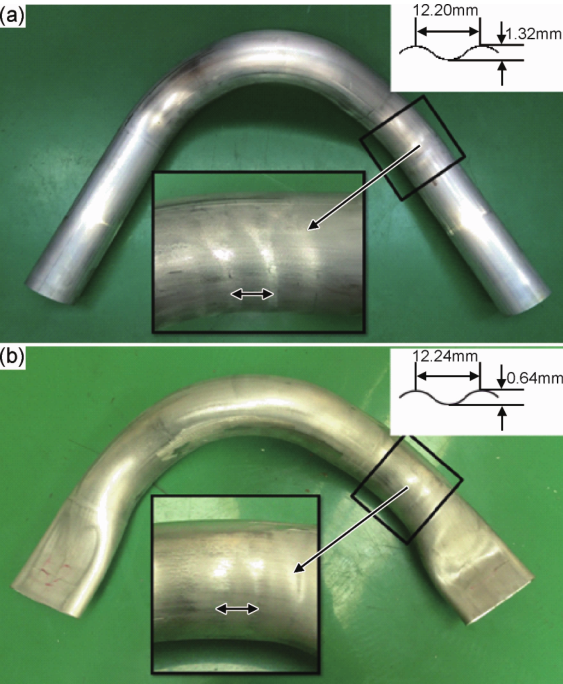
D. 管件起皺現(xiàn)象
(a)CNC彎管;
(b)內(nèi)高壓成形件
將帶有皺紋的預(yù)彎件進(jìn)行內(nèi)高壓成形,此處截面膨脹量為1.92%,成形后管件如圖D(b)所示,內(nèi)高壓成形并沒有使管件的皺紋脹平,此時(shí)皺紋的相鄰波峰之間的平均距離為12.24mm,表面峰谷的平均高度為0.64mm。由此可知,此時(shí)的內(nèi)高壓成形并沒有消除預(yù)彎產(chǎn)生的皺紋,但在脹形的過程中管件不斷貼模,使起皺表面的峰谷的高度降低,使皺紋減輕。
為了使內(nèi)高壓成形件避免出現(xiàn)起皺,需要在預(yù)彎過程及時(shí)避免。在不改變彎曲模具和彎曲速度的情況下,調(diào)整防皺板的位置,使防皺板與管件更加貼合,增加彎管內(nèi)側(cè)的壓應(yīng)力,從而抑制了起皺的發(fā)生。將無皺的預(yù)彎件進(jìn)行內(nèi)高壓成形,最終獲得的內(nèi)高壓成形件如圖E所示。

E. 鋁合金內(nèi)高壓成形件
部分文段和圖片摘自:
《預(yù)彎對(duì)鋁合金管材內(nèi)高壓成形缺陷與尺寸精度的影響》
作者:蔡洋,王小松,苑世劍
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請(qǐng)聯(lián)系刪除
先進(jìn)金屬成形技術(shù)之一——內(nèi)高壓成形技術(shù)
經(jīng)過數(shù)十年的技術(shù)研發(fā)和經(jīng)驗(yàn)積累,我司已掌握了成形壓力為500MPa的技術(shù)成果,并向市場(chǎng)提供了合模力4000噸、成形壓力達(dá)500MPa以內(nèi)的各種規(guī)格的內(nèi)高壓成形設(shè)備數(shù)十臺(tái)套。
至今,我司在國內(nèi)同行的民營企業(yè)中達(dá)到領(lǐng)先水平,成為國內(nèi)集產(chǎn)品研發(fā)、設(shè)備生產(chǎn)、模具設(shè)計(jì)和工藝指導(dǎo)于一體的內(nèi)高壓成形鍛壓設(shè)備制造企業(yè)。