
本文興迪源機(jī)械帶來正方形截面內(nèi)高壓成形的壁厚分布規(guī)律解析,膨脹率對(duì)壁厚分布的影響、摩擦因數(shù)對(duì)壁厚分布的影響及分模方式對(duì)壁厚分布的影響。
圖3-22所示為正方形截面構(gòu)件內(nèi)高壓成形后的壁厚分布的實(shí)驗(yàn)結(jié)果,其中正方形邊長為43.5mm,圓角半徑為5.5mm。
實(shí)驗(yàn)管材為外徑51mm、壁厚1.5mm的低碳鋼管,由外徑為51mm的管材成形為43.5mm×43.5mm的正方形截面的膨脹量為3.5%。
正方形截面環(huán)向壁厚分布規(guī)律:沿直邊中點(diǎn)到圓角區(qū)域的過渡區(qū),壁厚逐漸減薄,在直邊中點(diǎn)處壁厚最厚,基本為初始壁厚,在過渡區(qū)域的壁厚最薄。對(duì)于膨脹量為3.5%的情況,中點(diǎn)最大厚度為1.462mm,減薄率為2.5%;過渡區(qū)最小厚度為1.255mm,減薄率為16.3%。
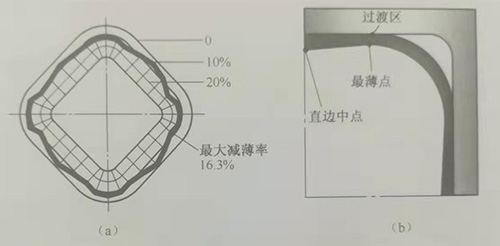
圖3-22正方形截面壁厚分布
(a)實(shí)驗(yàn)結(jié)果;(b)過渡區(qū)最薄點(diǎn)。
矩形截面的壁厚分布規(guī)律與正方形截面類似,只是矩形截面長寬比不同時(shí)或過渡圓角處于模具上、下型腔,使過渡區(qū)的最小厚度數(shù)值略有不同。
過渡區(qū)減薄最大是正方形和矩形截面內(nèi)高壓成形壁厚分布的一個(gè)突出特點(diǎn)(圖3-22(b),當(dāng)膨脹量為3.5%,由于沒有軸向補(bǔ)料,可以認(rèn)為處于平面應(yīng)變條件下,理論講平均壁厚減薄率等于膨脹量,但過渡區(qū)最大減薄率為16.3%,約為平均壁厚減薄率或膨脹量的4.6倍。
過渡區(qū)過度減薄會(huì)引起成形時(shí)開裂,即使在成形時(shí)沒有開裂也會(huì)對(duì)使用中疲勞性能造成不良影響,因此控制過渡區(qū)的減薄率是異形截面內(nèi)高壓成形的一個(gè)關(guān)鍵技術(shù)。
一、膨脹率對(duì)壁厚分布的影響:
膨脹率是影響壁厚分布的主要因素之一。表3-6所列為不同膨脹率的壁厚變化值。隨著膨脹率的增加,直邊中心處壁厚變化不大,而過渡區(qū)減薄嚴(yán)重。當(dāng)膨脹率為10%時(shí),中點(diǎn)處壁厚為1.43mm,減薄率為5%;過渡區(qū)壁厚為1.12mm,減薄率達(dá)到了25.5%,容易引起過渡區(qū)開裂。
表3-6不同膨脹率的壁厚變化值

二、摩擦因數(shù)對(duì)壁厚分布的影響:
摩擦對(duì)壁厚分布也有著重要的影響,對(duì)于矩形截面的內(nèi)高壓成形,隨著摩擦的增加,壁厚不均勻性增加,摩擦越大,壁厚不均勻性也越大,過渡區(qū)減薄越嚴(yán)重,如圖3-23所示。
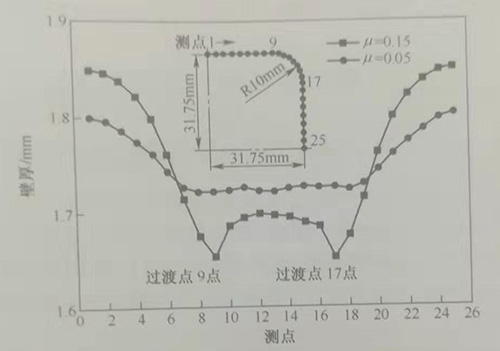
圖3-23
當(dāng)摩擦因數(shù)為0.05時(shí),過渡區(qū)最小壁厚為1.72mm,減薄率為14%;當(dāng)摩擦因數(shù)為0.15時(shí),過渡區(qū)最小壁厚為1.65mm,減薄率為17.5%。因此,在實(shí)際工藝中使用適當(dāng)?shù)臐櫥瑒p少摩擦是促進(jìn)壁厚分布均勻的重要措施。
三、分模方式對(duì)壁厚分布的影響:
分模方式不同,在合模和內(nèi)高壓成形的過程中,往往引起材料和模具相對(duì)運(yùn)動(dòng)的方向及運(yùn)動(dòng)距離的不同,由此引起摩擦力對(duì)材料流動(dòng)的影響不同,這對(duì)于多邊形截面的壁厚分布也有著重要的影響。
對(duì)于矩形截面,其分模方式的主要形式(圖3-24)有中間直邊分模、上側(cè)直邊分模、上下對(duì)角分模、中間對(duì)角分模等。
在四種方式中,上側(cè)直邊分模(圖3-24(b)方式形成的預(yù)成形坯,內(nèi)高壓成形后的壁厚分布減薄最大,分布最不均勻;而上下對(duì)角分模(圖3-24(c))生成的預(yù)成形坯,內(nèi)高壓成形后其壁厚減薄最小,壁厚分布最均勻;其他形式介于二者之間。
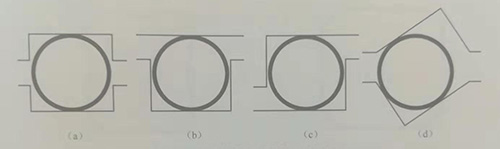
圖3-24矩形截面采取的不同分模方式
(a)中間分模;(b)上側(cè)分模;(c)上下對(duì)角分模;(d)中間對(duì)角分模。
【興迪源機(jī)械內(nèi)高壓設(shè)備優(yōu)勢(shì)】
興迪源機(jī)械是以內(nèi)高壓成形技術(shù)為核心,以內(nèi)高壓成形機(jī)、內(nèi)高壓水脹成形機(jī)、內(nèi)高壓板材充液成形機(jī)、內(nèi)高壓三通機(jī)等設(shè)備為主導(dǎo)產(chǎn)品的生產(chǎn)廠家。公司建立有液力內(nèi)高壓成形機(jī)械工程技術(shù)研究開發(fā)中心,并與中國科學(xué)院金屬研究所、南京航空航天大學(xué)等院校開展長期的科研課題開發(fā)合作。

自2007年創(chuàng)立以來,興迪源機(jī)械一直致力于內(nèi)高壓成形的技術(shù)創(chuàng)新和產(chǎn)品研發(fā)。主營產(chǎn)品范圍從生產(chǎn)普通液壓設(shè)備,現(xiàn)今發(fā)展至生產(chǎn)、研發(fā)國內(nèi)流體壓力成形技術(shù)的鍛壓設(shè)備。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請(qǐng)聯(lián)系刪除