
本文興迪源機(jī)械帶來(lái)鋁合金副車架內(nèi)高壓成型詳解,該零件為三維空間軸線,截面以圓形截面為主,端部為跑道形截面。
一、鋁合金副車架及典型截面:
轎車鋁合金副車架零件形狀及典型截面如圖3-54所示,該零件為三維空間軸線,截面以圓形截面為主,端部為跑道形截面。在所有典型截面中,截面A-A的膨脹量最大,為3.85%,截面G-G的膨脹量最小,為2.54%。通過管材液壓脹形實(shí)驗(yàn)測(cè)得材料的力學(xué)性能。管材的屈服強(qiáng)度為61MPa,抗拉強(qiáng)度為170MPa,n值為0.26。

圖3-54鋁合金副車架及典型截面形狀
二、缺陷形式:
鋁合金在數(shù)控彎曲和內(nèi)高壓成形過程中會(huì)出現(xiàn)不同的缺陷形式,在數(shù)控彎曲過程中主要缺陷形式為起皺和橘皮,而在內(nèi)高壓成形過程中,其主要成形缺陷形式為開裂。
1)起皺:
起皺是鋁合金管材數(shù)控彎曲時(shí)出現(xiàn)的缺陷之一,如圖3-55所示。影響鋁合金管材數(shù)控彎曲時(shí)出現(xiàn)起皺的主要因素有:導(dǎo)向模與管材間隙,芯軸尺寸,側(cè)向和軸向推力等。采取的主要解決措施有:調(diào)整防皺板的位置,使之有效限制管材內(nèi)側(cè)材料向后流動(dòng),并使導(dǎo)向模、防皺板、芯軸與管材的間隙合適,采取合理的側(cè)向和軸向推力。
2)橘皮:
鋁合金管材在數(shù)控彎曲時(shí),容易在彎曲外側(cè)表面產(chǎn)生橘皮現(xiàn)象,如圖3-56所示。
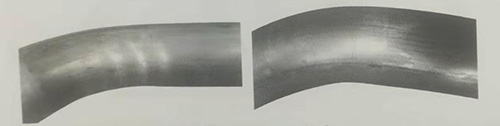
圖3-55鋁合金管材彎曲起皺? ? ? ? ? ? ? ? 圖3-56鋁合金管材表面橘皮
產(chǎn)生橘皮的主要原因是由于鋁合金管材初始晶粒較大,發(fā)生不均勻塑性變形時(shí),在表面形成局部凹陷和凸起。影響橘皮組織產(chǎn)生的因素包括初始晶粒尺寸、微觀織構(gòu)、塑性變形量及受力方式等,其中初始晶粒尺寸是影響橘皮產(chǎn)生的主要原因。因此,為了有效控制橘皮組織的產(chǎn)生,一定要嚴(yán)格控制管材的初始晶粒尺寸。
3)開裂:
開裂是鋁合金管材內(nèi)高壓成形時(shí)最常出現(xiàn)的缺陷形式,開裂一般發(fā)生在彎曲的外側(cè)、形狀變化劇烈過渡區(qū)域和變形量較大的位置,如圖3-57所示。
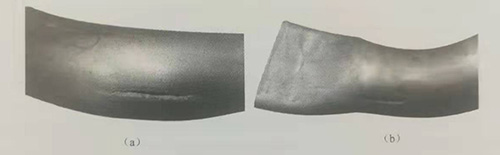
圖3-57鋁合金管材開裂缺陷
a)彎曲外側(cè)開裂;(b)過渡區(qū)域開裂。
在彎曲外側(cè)發(fā)生開裂主要是由于彎曲導(dǎo)致管坯外側(cè)過度減薄,導(dǎo)致在后續(xù)內(nèi)高壓成形過程中因塑性不足發(fā)生開裂。同時(shí),在形狀變化劇烈的位置,由于形狀的差異明顯,合模后的管件與模具的間隙過大,在內(nèi)高壓成形時(shí)可能會(huì)導(dǎo)致局部膨脹率較大,導(dǎo)致內(nèi)高壓成形出現(xiàn)開裂。另外對(duì)于多邊形截面形狀的管件,容易在圓角和直邊的過渡區(qū)域開裂,這和鋼管等其他材料的變形規(guī)律是一致的,主要是由于摩擦導(dǎo)致過渡區(qū)過度減薄造成的。
解決開裂的措施:一是采用增加軸向推力和改善彎曲模具表面質(zhì)量等措施,控制外側(cè)減薄,提高彎曲件表面質(zhì)量二是優(yōu)化合理預(yù)制坯形狀,調(diào)整管坯和內(nèi)高壓成形模具之間的間隙,使管壞的軸線形狀盡可能和模具型腔形狀吻合,同時(shí)保證管坯和模具間隙沿周向分布均勻。
鋁合金副車架內(nèi)高壓成形件壁厚分布對(duì)使用性能有著重要的影響。彎曲工序的壁厚分布是影響最終內(nèi)高壓成形工序壁厚分布的主要因素,如果彎曲件壁厚減薄嚴(yán)重,很容易導(dǎo)致開裂缺陷。
4)鋁合金管材內(nèi)高壓成形過程壁厚減薄率分布:
管材經(jīng)過彎曲后其最大減薄率為15.8%,位于第D-D截面外側(cè),最大增厚率為17.4%,位于D-D截面的內(nèi)側(cè)。內(nèi)高壓成形后,最大減薄率為20.2%,位于F-F截面外側(cè);最大增厚率為15.7%,位于D-D截面內(nèi)側(cè),如圖3-58所示。

圖3-58鋁合金管材內(nèi)高壓成形過程壁厚減薄率分布
(a)彎管件;(b)內(nèi)高壓成形件。
鋁合金副車架的成形工藝為管材一數(shù)控彎曲一預(yù)成形一內(nèi)高壓成形,考慮最終的力學(xué)性能,增加人工時(shí)效工序,人工時(shí)效工藝為175℃下保溫8h。模具包括數(shù)控彎曲、預(yù)成形模具和內(nèi)高壓成形模具。
由于零件的彎曲半徑小,彎曲段之間沒有過渡段,彎曲模具為三層成形模,非常復(fù)雜。內(nèi)高壓成形模具包括上模、下模和密封裝置,其中密封形式采用異形密封。圖3-59為鋁合金副車架的各個(gè)成形工序件,包括數(shù)控彎曲件、預(yù)成形件和內(nèi)高壓成形件。
【興迪源機(jī)械內(nèi)高壓成形設(shè)備優(yōu)勢(shì)】
興迪源機(jī)械(Xingdi Machinery)是一家專注流體壓力成形技術(shù)的鍛壓設(shè)備制造企業(yè)。自2007年創(chuàng)立以來(lái),公司一直致力于內(nèi)高壓成形的技術(shù)創(chuàng)新和產(chǎn)品研發(fā)。主營(yíng)產(chǎn)品范圍從生產(chǎn)普通液壓設(shè)備,現(xiàn)今發(fā)展至生產(chǎn)、研發(fā)國(guó)內(nèi)流體壓力成形技術(shù)的鍛壓設(shè)備。

興迪源機(jī)械自2010年開始組建超高壓液力成形技術(shù)團(tuán)隊(duì),突破了成形壓力100MPa-250MPa的技術(shù)難關(guān),研發(fā)出“內(nèi)高壓成型設(shè)備”并投入用戶生產(chǎn)現(xiàn)場(chǎng)。至今,公司已是創(chuàng)立超過10年的實(shí)力企業(yè),已掌握了成形壓力為500MPa的技術(shù),并向市場(chǎng)提供了合模力4000噸、成形壓力達(dá)500MPa以內(nèi)的各種規(guī)格的內(nèi)高壓成型液壓設(shè)備數(shù)十臺(tái)套,技術(shù)研發(fā)成果在國(guó)內(nèi)同行的民營(yíng)企業(yè)中達(dá)到優(yōu)異水平。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請(qǐng)聯(lián)系刪除