
多通管內高壓成形過程中,由于內壓、左右兩端軸向進給量及中間沖頭后退量匹配的不合理,會出現不同的缺陷形式。本文興迪源機械帶來多通管內高壓成形的缺陷形式及預防措施。
一、多通管內高壓成形的缺陷形式:
多通管內高壓成形過程中,由于內壓、左右兩端軸向進給量及中間沖頭后退量匹配的不合理,會出現不同的缺陷形式。T形三通管內高壓成形的主要缺陷形式有支管頂部破裂、主管起皺,如圖4-5所示;而Y形三通管由于結構的不對稱性還會出現支管過渡區內凹的缺陷,如圖4-6所示。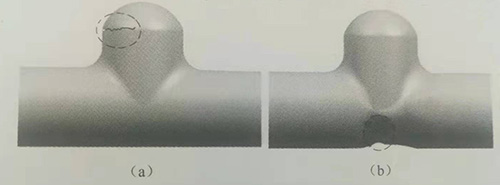
圖4-5T形三通管成形缺陷
(a)支管破裂;(b)主管起皺。
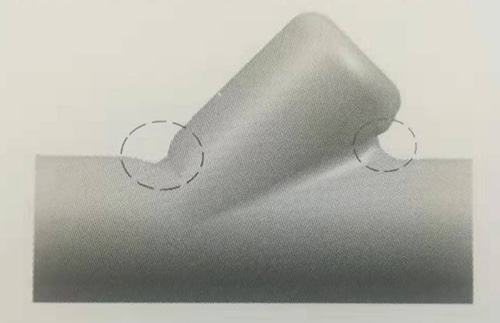
圖4-6Y形三通管過渡區凹陷
二、支管破裂的原因及預防措施:
1)支管破裂的原因:
T形三通管有一單側支管,屬上下非對稱結構,成形時其左右兩端軸向進給量是相同的。
在成形初期的自由脹形階段,支管頂部處于雙向拉應力狀態,破裂是內壓過高、軸向進給過慢造成的。
在成形中期,支管頂部破裂原因是中間沖頭后退過快,甚至與支管頂部脫離,造成破裂。
同時,材料的力學性能參數和潤滑條件對成形有較大影響,材料的硬化指數n越小,壁厚減薄和開裂的趨勢越嚴重;材料的厚向異性指數r越小,支管開裂的趨勢也越嚴重。摩擦的影響主要表現在影響脹形區材料的自由移動和管端的順利補料,如潤滑條件不好摩擦比較大時,成形同樣高度支管的脹形壓力勢必要提高,從而使支管頂部受較大雙向拉應力作用,容易產生開裂。
2)減小管材與模具摩擦的途徑:
因此,為使管件順利成形,必須減小管材與模具之間的摩擦,其途徑有二:
1、降低模具型腔內表面粗糙度,如通過化學涂層CVD與物理涂層PVD方法進行表面硬化處理;
2、在模具與管材有相對運動的部位噴涂潤滑劑。
三、主管起皺、支管過渡區凹陷的原因及預防措施:
主管起皺主要是在成形初期、中期因軸向進給過快、內壓過低造成的,使得軸向送進的材料不能及時流動到支管部分,從而在主管形成皺紋。管壁越薄、管材原始長度越長,起皺的趨勢越嚴重。同樣,如潤滑條件不好,摩擦力較大時會阻礙材料流向支管,而繼續進行補料時,材料流動受阻會產生壓縮失穩從而產生較均勻的褶皺。
Y形三通管上下、左右均為非對稱結構,其在多通管液壓成形中難度最大,缺陷形式具有代表性。
在成形過程中,內壓、左右兩端軸向進給量及中間沖頭的后退量匹配得不合理,除了會出現T形三通管的主管起皺及支管頂部破裂的缺陷形式外,由于左右軸向進給量的分配不合理,還會出現支管過渡區凹陷或起皺的缺陷。在最后的整形階段,從理論講左右沖頭不需要進給,只要能維持密封保證內壓升高整形即可。
由于內高壓成形設備控制精度差或沖頭密封結構不合理,也會造成沖頭位移過多而引起在支管過渡區凹陷。凹陷缺陷可能發生在左側過渡區,也可能發生在右側過渡區或左右兩側均存在。多通管內高壓成形時,加載曲線必須控制在成形區間內,即內壓、軸向進給量及中間沖頭的后退量匹配合理。
【興迪源機械內高壓成形設備優勢】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術的鍛壓設備制造企業。自2007年創立以來,公司一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內流體壓力成形技術的鍛壓設備。

興迪源機械(Xingdi?Machinery)是河南孟電集團興迪鍛壓設備制造有限公司,原”河南興迪鍛壓設備制造有限公司”和佛山市南海興迪機械制造有限公司的注冊品牌,寓意“興邦立事、允迪中和、源廣流長”,企業一貫的品牌理念是:“打造流體壓力成形國家品牌,為促進國家生產力和科技自主創新做貢獻”。
部分文段和圖片摘自:
《現代液壓成形技術》
作者:苑世劍
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除