
多通管件的種類較多,按照多通數量分為直三通管(T形管)、斜三通管(Y形管)、U形三通管、X形四通管和五通以上的多通管,本文興迪源機械帶來多通管的種類與內高壓成形工藝過程。
一、多通管的種類:
多通管件的種類較多,按照多通數量分為直三通管(T形管)、斜三通管(Y形管)、U形三通管、X形四通管和五通以上的多通管,如圖4-1所示。按主管、支管直徑大小分為等徑和異徑多通管;按軸線形狀,分為直線和曲線多通管;按對稱性,分為對稱和非對稱多通管。
按照壁厚大小,分為厚壁和薄壁多通管,薄壁多通管一般指壁厚0.5-2mm的管件。T形和Y形三通管件是多通管中應用最多的結構形式。
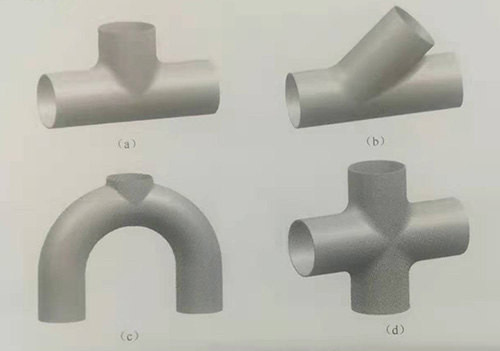
圖4-1典型多通管件
(a)T形三通管;(b)Y形三通管;(c)L形三通管;(d)X形四通管。
二、薄壁三通管的傳統制造工藝:
薄壁三通管的傳統制造工藝主要有兩種:一種是兩個直管的插焊結構;另種是利用板料沖壓成兩個半管后再焊接成整管,如圖4-2所示。
采用焊接工藝制造多通管存在的主要問題;焊接變形導致廢品率高;由于焊逢及殘余應力存在,可靠性差;內表面不光滑、流體阻力大。此外,對于支管高度不大的T形通管,還可以用沖孔和鋼球翻邊的工藝制造。
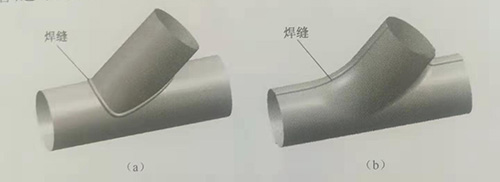
圖4-2薄壁三通管傳統制造工藝
(a)插焊;(b)沖壓半管焊接。
三、多通管的內高壓成形工藝過程:
以管材為坯料通過內高壓成形可以直接加工出整體結構的多通管。下面以Y形三通管為例,說明多通管內高壓成形基本工藝過程(圖4-3)。
三通管內高壓成形模具由上模、下模、左沖頭、右沖頭和中間沖頭組成。首先將管材放入下模,閉合上模具后,向管內充滿液體,用左右沖頭進行密封,然后左右沖頭施加軸向力進行補料,同時管內施加一定的壓力來使管材成形。
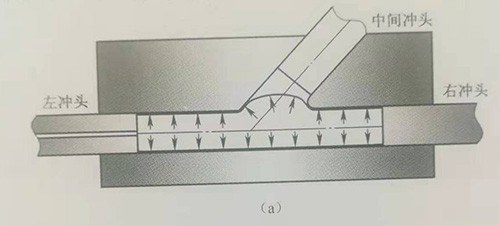
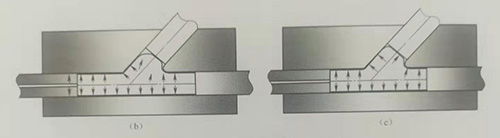
圖4-3三通管內高壓成形工藝過程
(a)初期(自由脹形階段);(b)中期(支管成形階段);(c)后期(整形階段)。
三通管的成形工藝過程分為三個階段:
①成形初期(圖4-3(a)),中間沖頭不動,左右沖頭進行軸向補料的同時,向管材內施加一定的內壓,支管頂部尚未接觸中間沖頭,處于自由脹形狀態。
②成形中期(圖4-3(b)),從支管頂部與中間沖頭接觸開始,內壓繼續增加,左右沖頭繼續進給補料,中間沖頭開始后退,后退中要保持著與支管頂部的接觸,并對支管頂部施加一定的反推力,以防止支管頂部的過度減薄造成開裂。在這一階段已經完成支管高度的成形,但支頂部過渡圓角尚未成形。
③成形后期(圖4-3(c)),左右沖頭停止進給,中間沖頭停止后退,迅速增加內壓進行整形使支管頂部過渡圓角達到設計要求。
三通管內高壓成形過程中,不同成形階段內壓與沖頭進給行程至關重要。
圖4-4所示為不同成形階段給定的內壓與沖頭進給行程匹配曲線。支管成形主要通過左右沖頭軸向補料和脹形來實現,因此在成形初期主要是左右沖頭進行進給,中間沖頭在管材發生自由脹形與中間沖頭端面接觸后開始后退,以保支管在中間沖頭提供背壓的作用下完成成形。
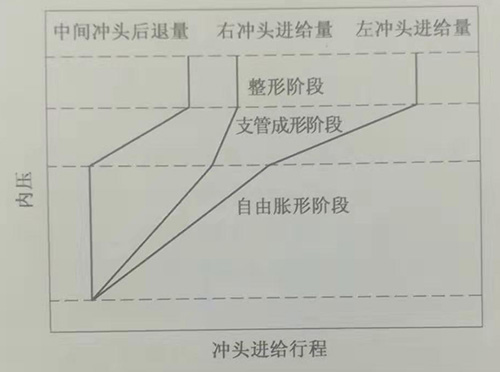
圖4-4三通管內高壓成形工藝過程
【興迪源機械內高壓成形設備優勢】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術的鍛壓設備制造企業。自2007年創立以來,公司一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內流體壓力成形技術的鍛壓設備。

興迪源機械(Xingdi?Machinery)是河南孟電集團興迪鍛壓設備制造有限公司,原”河南興迪鍛壓設備制造有限公司”和佛山市南海興迪機械制造有限公司的注冊品牌,寓意“興邦立事、允迪中和、源廣流長”,企業一貫的品牌理念是:“打造流體壓力成形國家品牌,為促進國家生產力和科技自主創新做貢獻”。
部分文段和圖片摘自:
《現代液壓成形技術》
作者:苑世劍
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除