
目前,國內汽車市場競爭異常激烈,降低汽車制造成本成為每個企業的重要課題,而車身制造的成本占其中很大比重,本文結合工作實踐,主要探討了沖壓生產中的材料以及生產方面成本優化。
一、前言:
目前,國內汽車市場競爭異常激烈,降低汽車制造成本成為每個企業的重要課題,而車身制造的成本占其中很大比重,本文結合工作實踐,主要探討了沖壓生產中的材料以及生產方面成本優化。
二、 材料成本優化:
汽車零件中有大量的鈑金沖壓零件,原材料成本又占了比較大的比重,一般一臺白車身的鈑金重量在 350 ~ 450kg 左右,按照 50% 的材料利用率也需要耗費 700 ~ 900kg 的材料。若能提高利用率一個百分點的話,則可以節約原材料將近 15 ~ 20kg,鋼板材料 利用率每提高 1% ,單車降本至少約 40 元,這在當今汽車車型眾 多、競爭激烈的市場環境下,是一個相當可觀的降本資源,所以怎 樣更好地優化和提高材料利用率,其意義就變得十分重大。
產品設計開發階段,沖壓材料利用率的高低主要取決于沖壓件的形狀,是研發產品設計階段決定的。在產品設計階段,如果考慮到材料成本,可以做以下方面的優化。
(1) 拆分沖壓件時盡量考慮套材生產,需要在設計時就考慮套材件的材料和形狀。
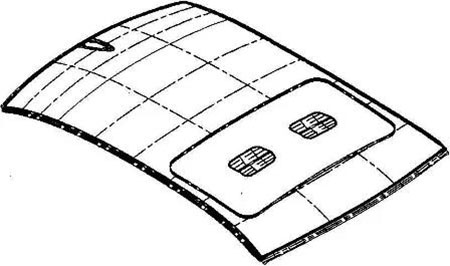
圖 1 ? 某車型頂蓋與油箱蓋套材生產
(2) 車門外板和內板可以將門窗框和門板拆分生產后再焊接 的方式。整體車前門外板,材料利用率為 55% 左右,分體車前門 外板,材料利用率為 72% 左右。
(3) 一些形狀極不規則的件也盡量考慮拆分成較規則件后再 焊接的方式生產,如圖 2 側圍 A 柱內板拆分前材料利用率只有 30% ,拆分成兩個制件后整體材料利用率可以達到 58% 。反之, 有時也可以把不規則的相連接件合并成一個較規則的件生產。
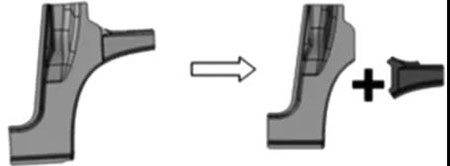
圖 2 ? 不規則零件拆分
(4) 對側圍門口,頂蓋天窗,各門窗( 整體沖壓的門板窗口) 等 較大廢料應考慮回收再利用。一般側圍門口沖下的兩塊廢料都有 圓半米左右,可以用來沖壓一些小件。
(5) 在沖壓模具設計階段,一些簡單件使用成型或開口拉延 而非封閉拉延方式可以有效的提高材料利用率。
(6) 可以對某些材料形狀比較規則( 必須在車身設計階段考 慮) 的,可以利用開卷剪切合理排樣,利用弧形刀和擺剪等方式下 料( 如各個車型的發動機蓋內外板、頂蓋前橫梁行李箱蓋內外板 等) ,可以提高材料利用率。
(7) 拉延模設計時,在 CAE 分析的支持下,滿足制件質量特性 前提下,盡量減小工藝補充,少布或不布拉延筋,也可以采用拉延 檻替代拉延筋來達到提高材料利用率的目的。
(8) 模具設計時盡量考慮一模雙件,也可以考慮不同零件合 用一套模具生產: 如國外某款車型后圍板和后鎖板( 圖 3) ,可以節 省兩件連接部分的拉延邊,提高材料利用率。
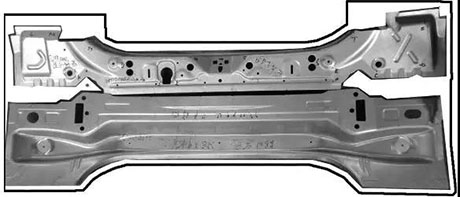
圖 3 ?某車型后圍板和后鎖板優化
(9) 在車身設計階段,在 CAE 分析的支持下,在滿足整車安全性能的前提下,盡量選擇較薄和材料等級較低的材質,在成本接近的情況下也可考慮激光拼焊板的使用。
三、生產效率提高:
提高生產效率主要是降低產品廢品率及返修率,加快生產速 度,降低作業時間,減少工作人員數量。
3.1 模具的聯合安裝
( 即兩套模具安裝在一個沖壓設備上) 、一模多工序、級進模的使用。以上方式均可以使壓機的一次動作就完成沖壓的多道工序,可以減少沖壓機床的占用和沖壓壓機工作次數,大大提高了生產效率,也降低了模具的制造成本。
3.2 采用自動化線
形成一定規模的生產可以采用自動化生產線,解決手工生產 效率低、易磕碰及作業安全的問題,尤其可以大幅降低外覆蓋件廢 品率及返修率,減少操作工人人數及工作強度。
3.3 標準化作業
在沖壓車間實行標準化作業,其中主要包括換模、換料、生產 操作、檢驗、裝箱、物流方案規劃幾個方面,使人員或機械用最合理 且相對更快的動作來完成工作,可以有效降低時間成本。
3.4 做好工裝設備保全
其實工裝設備的保全工作,在所有工廠都應該是一項非常重要的工作,應該在產品設計階段就開始介入,保證所購買的工裝設備的質量,在服役期要利用生產間隙對其進行保養維護,可以有效 減少生產過程當中的停臺時間,還可以延長工裝設備的使用壽命, 提高生產的穩定性和安全性,降低廢品率。
四、 結語:
沖壓成本的優化其實還有很多方面,人機料法環每個環節都要考慮,還需要有不斷的持續改進的精神,培養全員的成本優化理念才是重中之重。
【興迪源機械液壓成形設備優勢】
興迪源機械嚴格按照ISO國際標準質量管理體系和5S管理標準進行質量監控和內部管理。建立有 “河南省流體壓力成形智能裝備工程技術研究中心”,核心團隊由數10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術和產品工藝研發。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產、學、研合作,并共同設立了“液壓成形技術產業化示范基地”,時刻跟蹤國內外領先技術,不斷提升“興迪源”液壓設備品牌價值。
部分文段和圖片摘自:
公眾號《沖壓與模具工藝》
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除