
內高壓成形工具有兩個基本層次:用于快速低成本生產有限數量部件的原型工具和用于大批量生產的生產工具。本文興迪源機械帶來管狀內高壓成形的工具設計所需數據、工藝步驟及原型工具。
在產品設計的早期階段考慮制造過程是很重要的,設計良好的適用于內高壓成形工藝的零件幾何測量方法,通常可以得到簡單、低維護、低成本的內高壓成形工具。相比之下,難以形成的組件需要復雜和高成本的工具。
一、所需設計數據:
要開始設計過程,無論是原型還是生產內高壓成形工具,都需要以下數據:
1)部件幾何形狀,
2)程序定時,
3)要求的制造周期時間,
4)內高壓成形工藝參數,
5)內高壓成形工藝順序,
6)壓力機規格,
7)內高壓成形系統規范,
8)廠內工具搬運和工具更換設備限制,
9)制造廠標準。
仔細考慮這些數據將確定:
1)可容納在壓力機中的工具布局和尺寸,
2)滿足程序定時和成本限制,
3)工廠設備安全搬運的工具總重量,
4)安全快速換模,
5)低維護工具設計,磨損元件更換快。
二、工藝步驟:
表13-1顯示了內高壓成形工藝步驟以及內高壓成形液壓系統和壓力機規范,這些步驟應用于確定生產周期時間。
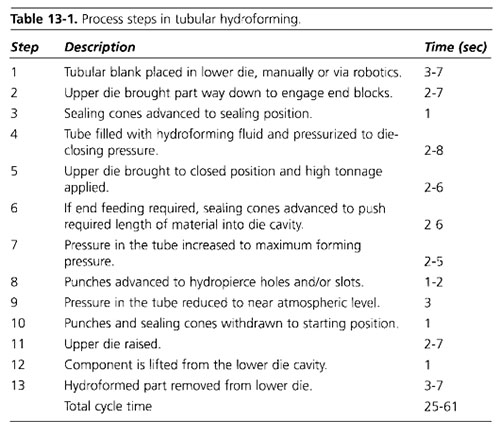
還必須建立所需的成形壓力和軸向進給量等工藝參數。這些參數用于計算必須在模具布局內包裝的液壓元件(密封和穿孔氣缸、閥門和流量管線尺寸)的尺寸。
對于簡單部件,可以通過手工計算來確定工藝參數;對于更復雜的部件,可以使用有限元分析(FEA),通常需要計算機模擬。
三、原型工具:
通常需要原型工具來證明內高壓成形工藝的適用性,并為早期原型測試提供生產意圖組件。重要的是設計原型工具,以包含所有未經驗證的特性,這些特性將需要在生產過程中實現。
原型工具的其他一般要求是快速計時和低成本。典型管形內高壓成形原型工具的兩個基本組成部分是:上下模和帶成形液和密封機構的充管系統。
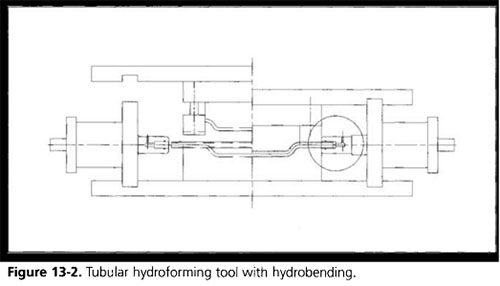
有限數量的孔——特別是量規孔——也可以在原型工具中被液壓穿透,而不會過度增加工具的復雜性。典型的內高壓成形工具如圖13-1和13-2所示。
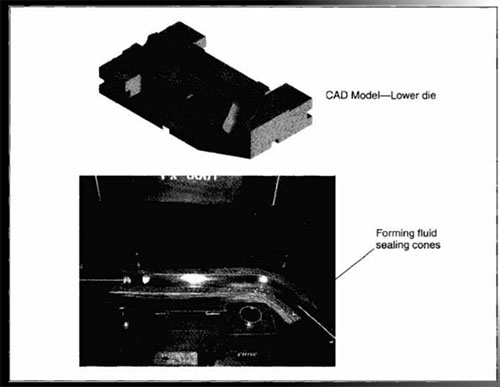
圖13-1
上下原型模具所用材料的選擇由以下參數決定:
1)最大成型壓力;
2)部件幾何形狀和所需精度(制造公差);
3)工具預算;
4)程序定時。
以下列出了目前用于原型模具的一些材料,按成本(從低到高)排序:
1)模具用鋅合金,
2)低碳鋼(軟鋼、鍋爐板),
3)工具鋼(P20、D2、4120、4150等)。
模具用鋅合金通常適用于低壓內高壓成形應用,具有最小的截面膨脹和不需要軸向進給的部件。它是一種低熔點鋅基合金,易于鑄造成所需的尺寸,也易于加工,模架可以集成到主鑄造塊中,避免需要額外的上下模板。
部件用低碳鋼和工具鋼,要求較高的成形壓力和復雜的零件幾何學,工具鋼模具的表面可以拋光和硬化,然后涂上與生產工具類似的涂層,工具鋼原型模具的試模過程是生產過程的精確表示。
【興迪源機械內高壓成形設備優勢】
興迪源機械是先進輕量化成形技術的提供者,從產品研發、設備生產、模具研制、方案定制,直至最終交付及提供增值服務,我們為客戶提供的不僅僅是一臺設備,而是一整套智能制造成形方案。
興迪源機械自2010年開始組建超高壓液力成形技術團隊,突破了成形壓力100MPa-250MPa的技術難關,研發出“內高壓成型設備”并投入用戶生產現場。至今,興迪源機械已是創立超過10年的實力企業,已掌握了成形壓力為500MPa的技術,并向市場提供了合模力4000噸、成形壓力達500MPa以內的各種規格的內高壓成型液壓設備數十臺套,技術研發成果在國內同行的民營企業中達到優異水平。